
Measuring instruments in industrial metrology aren’t “tools”: they’re the point where it’s decided whether a part meets the drawing and tolerances or becomes a hidden cost (rework, rejections, delays, and disputes with the OEM).
In critical components such as casings, covers, shafts, or impellers for industrial pumps and valves, dimensional accuracy stops being a theoretical concept and translates into very concrete results:
- Less rework and fewer fit-up adjustments.
- Fewer incoming rejections from the OEM.
- Lower risk of leakage, cavitation, or vibration in service.
Measuring well isn’t enough: you need a stable manufacturing process, a dimensional control method, and documented metrological traceability. In critical parts, that stability depends largely on accuracy CNC.
The importance of industrial metrology in pump and valve manufacturing
Metrology is the science of measurement, and in industry the goal is simple to state and demanding to achieve: precise, repeatable, and traceable results.
In the manufacturing and verification of components for pumps and valves, that translates into:
- Parts that are truly within tolerance (not “close enough”).
- Repeatable processes that don’t depend on “operator skill.”
- Documentary evidence: reports, certificates, historical records, audits.
Traditionally, three branches are distinguished:
- Scientific metrology (standards and units).
- Legal metrology (trade/consumer protection).
- Industrial metrology (what impacts production and quality: calibration, verification, capability, etc.).
In Industry 4.0 environments, metrology is no longer an “end point.” Dimensional measurement data feeds decision-making: machine corrections, process stability, maintenance, and continuous improvement. When measurement is well integrated, dimensional data works as an early-warning signal.
Measuring instruments and their role in dimensional control after machining and welding
In CNC machining, measuring instruments connect the drawing to the real part. Without measurement, an H7 tolerance, flatness, concentricity, or surface roughness remains an “assumption.”
The same applies to welding on pumps and valves: after material deposition and the machining of functional areas, you must confirm that critical dimensions haven’t been distorted. In demanding applications (cryogenics, corrosive environments, pressure service), dimensional control after TIG welding is just as important as the welding operation itself.
The “machining + welding + measurement” combination must work as a single system: if one fails, the risk is pushed downstream to assembly, testing, or the field.
Direct vs. indirect dimensional measurement: What changes in reliability and repeatability
In day-to-day production, two approaches coexist:
Direct measurement
You measure the dimension by reading the instrument (caliper, micrometer, dial indicator, CMM, etc.). It’s fast, but it requires proper technique:
- Controlled contact points and measuring force.
- Clean, stable surfaces.
- Consistent temperature conditions.
Indirect measurement
You compare the part against a reference standard: gauge blocks, rings, go/no-go gauges. It’s often more robust when the same dimension is repeated and you need to reduce variability.
In both cases, the key is to define a strategy:
- what to measure,
- with which instrument,
- how often,
- and what action to take when something is out of tolerance.
That’s where metrology stops being “just instruments” and becomes a system.
Dimensional measurement errors: Typical causes and how to prevent them
Dimensional measurement errors can occur even with good equipment if the system isn’t properly defined. They usually come from four sources:
Systematic errors
They repeat in the same direction:
- instrument out of adjustment,
- incorrect procedure,
- conditions different from the reference.
Solution: calibration, a defined method, and periodic verification.
Random errors
Small, uncontrolled variations:
- vibrations,
- changes in contact/support,
- micro thermal fluctuations.
They’re reduced with a stable environment, training, and repeating measurements on critical dimensions.
Technique / usage errors
The most common on the shop floor:
- excessive micrometer force (you deform the part),
- incorrect reading,
- part not properly supported.
Temperature and deformation
In industrial metrology, the reference is to measure around 20°C, because both the part and the instrument expand. Measuring “hot” to save time pushes the error into the dimension.
When material integrity is also required, the approach is strengthened by combining measurement with Non-Destructive Testing (and, when applicable, techniques such as Liquid Penetrant Testing). Geometry + integrity = fewer surprises.
Tolerances, drawings, and requirements: What the OEM expects you to control
In industrial pumps and valves, the drawing typically combines:
- dimensions in mm,
- functional surfaces (seats, bores/housings, flanges),
- and standards/criteria (sometimes linked to API or other standards).
Concepts that quickly cause problems if they’re not properly controlled:
- tolerances and fits (e.g., an H7 tolerance),
- alignment / misalignment,
- runout and rotational variation,
- flatness and parallelism,
- concentricity in critical housings,
- surface roughness on sealing surfaces.
For purchasing/quality, the question isn’t “which micrometer do you use?”, but:
- what do you do when a result indicates drift?
- can you prove you control these dimensions?
- do you have repeatable, auditable evidence?
Types of industrial metrology instruments: From quick checks to dimensional reports
On the shop floor, quick verification tools coexist with advanced measurement systems:
- Ruler, tape measure, and squares: initial checks.
- Caliper (vernier/digital): internal, external, and depth measurements.
- Micrometers: control down to hundredths or thousandths of a millimeter.
- Dial indicator: verifying runout, alignment, and small variations.
- Bore gauge: internal diameters and critical housings/bores.
- Hardness tester: supports material control depending on the application.
- CMM / Coordinate Measuring Machine: complete, traceable dimensional reports.
- Articulated arm / 3D measuring arm: flexibility for large parts or complex geometries.
Practical key point: you don’t measure “everything with the same tool.” The instrument is selected based on the feature, tolerance, repeatability, and functional risk.
IMEs at Asimer Group: Metrology room, equipment, and dimensional reports
Measurement integrated into quality and process
At Asimer Group, measurement is integrated into the quality control system and the manufacturing process. When an OEM requires verification and evidence, what truly makes the difference is having a consistent environment, method, and traceability.
Metrology room and controlled conditions
Asimer Group has its own Metrology Room, where:
- The most critical product dimensions are measured (pump and valve components machined in the Production Department).
- Key IMEs are maintained at the required temperature and humidity (a critical condition for reliable dimensional measurement).
- Periodic calibrations are performed on the IMEs that support dimensional control.
Key IMEs used for dimensional control
Among the most important IMEs for controlling parts and processes, the following stand out:
Measuring arm: for flexible inspection of complex-geometry parts.

- Gauges or foot of king: quick verification of internal, external, and depth measurements.

- External micrometres: control of dimensions with hundredth-/thousandth-level requirements.

- Internal micrometres: control of internal diameters and critical fits.
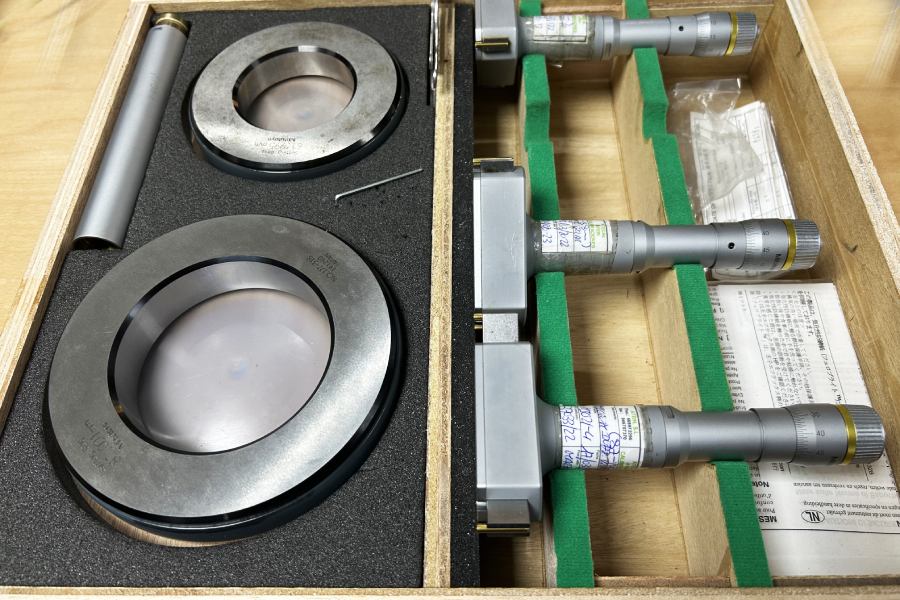
- Alexometer: verification of housings and internal diameters in critical components.

- Durometer: supporting control when the material and/or surface condition is relevant to the project.

Traceability, calibration, and evidence for OEMs
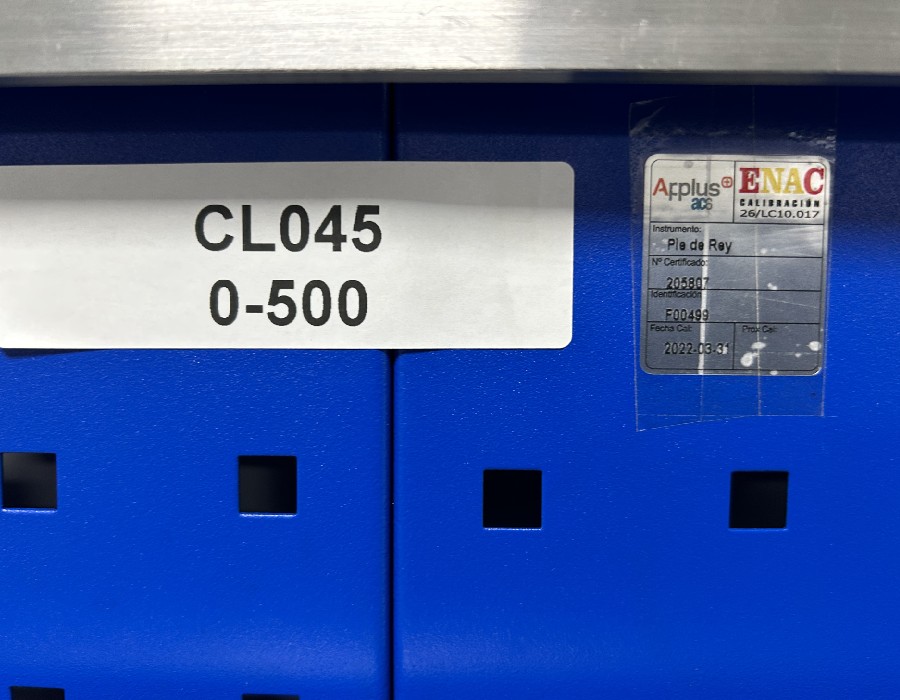
All IMEs are stored and managed under controlled conditions. In addition, periodic external calibration is carried out by an accredited body (ENAC calibration) to ensure metrological traceability.
Each instrument is managed with identification and records, so evidence can be provided whenever the customer requests it:
- instrument and measurement range,
- serial number,
- calibration date,
- certificate number,
- next calibration due date.
In addition, measurement results are linked to other control areas, such as non-destructive testing, and to internal criteria for process stability. This way, dimensional control stops being “a one-off measurement” and becomes a way of working focused on preventing failures and rejections. As a result, certifications such as “How certification in non-destructive testing drives industrial quality” stop being just a stamp on paper and become part of day-to-day operations.
How IMEs fit into your value chain
If you’re an OEM or a purchasing manager, what matters is reducing the cost of poor quality. A well-implemented measurement system helps you:
- Reduce rejections and rework (fewer iterations).
- Avoid surprises during assembly or on the test bench.
- Improve process stability and data-driven decision-making.
- Support audits with solid evidence.
When the project requires it, tools such as a Gage R&R study or measurement uncertainty management help formalize the reliability of the system (especially on critical dimensions).
Do you need support in metrology and dimensional control?
If you’re evaluating a supplier for machining, welding, and verification of pump and valve components, the key question is:
Can they prove with data that they control what they deliver?
At Asimer Group, we integrate CNC technology, applied metrology, and OEM-oriented verification to deliver components with real dimensional control and documentation aligned with what your project requires.
Do you need support in dimensional measurement and verification?
Tell us which components you need to control (bodies, covers, shafts, impellers, trims), which tolerances are required by the OEM, and what documentation you need (dimensional reports, calibrations, inspections). We will respond with a technical, not commercial, approach.
Request measuring instruments & dimensional control assessmentFrequently asked questions about Measuring instruments in industrial metrology
1) Which measuring instruments are most commonly used in industrial metrology?
It depends on the feature and the tolerance. Quick checks typically rely on calipers and micrometers. Runout, alignment, and small variations are usually verified with dial indicators. For critical internal diameters, a bore gauge is commonly used. And when advanced dimensional control or a full report is required, 3D solutions come into play such as a CMM or a 3D measuring arm.
2) What’s the difference between measuring instruments and industrial metrology?
Instruments are the “means.” Industrial metrology is the system: method, conditions, calibration, traceability, and acceptance criteria. You can have good instruments and still generate dimensional measurement errors if there’s no procedure and no control of conditions.
3) What is metrological traceability, and why does an OEM request it?
Metrological traceability means being able to demonstrate that a measurement is linked to recognized standards through calibrations and records. An OEM asks for it because it reduces disputes and risk: if there’s a rejection, you can justify with evidence what was measured, with which instrument, and in what condition.
4) How often should measuring instruments be calibrated?
There’s no single rule: it depends on the instrument type, frequency of use, and how critical the dimension is. In industrial environments, a periodic calibration plan is commonly used, supported by internal verifications. At Asimer Group, critical IMEs are managed with ENAC-accredited calibration when applicable, and with status records in the Metrology Room.
5) Why does temperature affect dimensional measurement so much?
Because both the part and the instrument expand. That’s why the common reference is around 20°C, and why the environment is controlled for critical dimensions. Measuring “hot” can distort the result and lead to rejections or fit issues during assembly.
6) How can you reduce the risk of dimensional measurement errors in machined components?
With four actions: a stable environment, a defined procedure, training, and correct instrument selection. Additionally, when a dimension is critical, it’s recommended to repeat the measurement and if the project requires it formalize reliability with a Gage R&R study and measurement uncertainty criteria.
7) What documentation can accompany a delivery to prove dimensional control?
Depending on the project: measurement records, instrument identification and calibration status, and even dimensional inspection reports when applicable. If integrity verification is also required, it can be complemented with non-destructive testing.
8) How are measuring instruments and CNC machining related in critical parts?
CNC generates the geometry; measurement confirms compliance with the drawing and tolerances. In parts such as casings, covers, shafts, or impellers, that verification prevents rework, OEM rejections, and issues such as leakage, cavitation, or vibration.