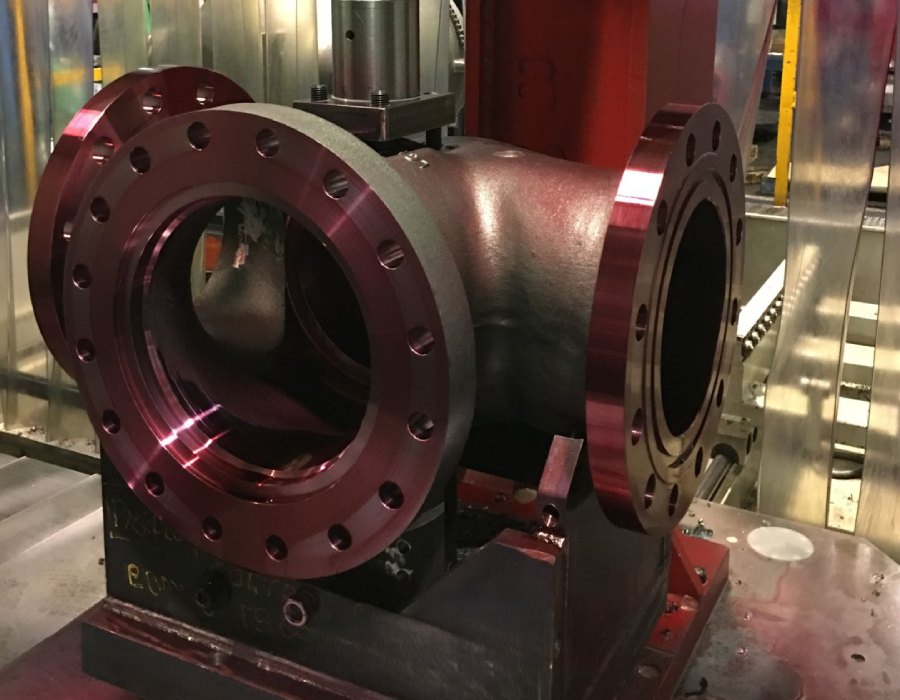
The liquid penetrant is one of the most widely used non-destructive testing methods for controlling the surface quality of metallic and non-metallic components without damaging the part. In the context of industrial pump and valve manufacturers, liquid penetrant testing on critical industrial components is used to ensure that casings, covers, impellers, shafts, and sealing areas leave production free from cracks or surface-breaking discontinuities that could lead to leaks, unplanned downtime, or quality claims.
In addition, this type of inspection is increasingly integrated with CNC machining and TIG welding on components subjected to pressure, thermal fatigue, or aggressive environments (cryogenics, oil refining, desalination, water treatment, etc.), where a minor surface defect can escalate into a major in-service issue.
For pump and valve manufacturers, integrating liquid penetrant testing within machining and welding processes helps reduce downstream risk and supports consistent surface quality in critical components.
What are liquid penetrants?
Liquid penetrants are products formulated with low surface tension and high wettability, allowing them to enter surface-opening discontinuities by capillary action, such as cracks, pores, fissures, lack of fusion in welds, or open laminations. After the appropriate penetration time, excess penetrant is removed and a developer draws out the penetrant retained in the defects, making them visible as clear, high-contrast indications.
From a metrology and quality-control perspective, liquid penetrant testing is a simple, cost-effective, and highly sensitive inspection method, complementing both direct visual inspection and other non-destructive testing techniques with greater technical complexity, such as ultrasonic testing or industrial radiography.
Definition and purpose
The objective of liquid penetrant testing is twofold:
- To detect surface defects that are not visible to the naked eye.
- To document that the component has passed a surface quality inspection in accordance with a defined procedure.
For manufacturers working with tight tolerances and complex geometries such as impellers, valve bodies, or sealing elements liquid penetrant testing is integrated into quality plans alongside CNC machining accuracy, dimensional control using measuring arms, and final verification in the metrology room.
History and evolution
Liquid penetrant testing began to be used systematically in the mid-20th century as an evolution of the traditional “oil and chalk” method. Since then, it has been standardized within non-destructive testing codes and standards and has evolved toward safer, less aggressive formulations compatible with a wide range of materials and service temperatures.
Today, it is routinely applied in sectors such as oil and gas, naval engineering, petrochemical processing, cryogenics, and desalination, where the integrity of welded joints and machined components is critical to sealing performance and operational safety.
Liquid penetrant inspection process
Liquid penetrant inspection is a standardized process composed of several clearly defined stages. A well-designed procedure is just as important as the penetrant product itself.
Before starting, it is often combined with other control activities, such as dimensional verification using CNC machining tools, visual inspections in accordance with applicable standards, or even other non-destructive testing methods when the component requires it.
For manufacturers of pumps and valves, applying a controlled and well-defined penetrant inspection process helps ensure consistent surface quality before components move to final assembly or delivery.
Step 1: Surface preparation
The surface must be clean, dry, and free from grease, paint, rust, or chips resulting from machining by material removal. Any contaminant can mask a real defect or generate false indications. At this stage, degreasers, light mechanical cleaning, or controlled blasting are used, depending on the material and the criticality of the component.
Step 2: Application of the liquid penetrant
The penetrant is applied by immersion, spraying, or brushing, ensuring uniform coverage over all critical areas: TIG weld beads, transition zones, threads, chamfers, bolted joints, etc. Poor application can leave areas uninspected.
Step 3: Penetration time
The penetration time is defined in the procedure and depends on the type of penetrant, temperature, and material. It is essential not to fall short (defects are not fully filled with penetrant) or exceed it (risk of drying or the product flowing out of the defect).
Step 4: Removal of excess penetrant
Once the penetration time has elapsed, excess penetrant is carefully removed from the surface without “washing out” the penetrant retained in the discontinuities. This can be done using water, solvent-dampened cloths, or specific techniques depending on the type of penetrant (water-washable, post-emulsifiable, etc.).
Step 5: Application of the developer
The developer acts like a sponge: it absorbs the penetrant trapped in defects and draws it back to the surface, creating visible indications. This is where the inspector’s experience makes the difference, allowing them to distinguish between relevant and false indications based on shape, size, and location.
Step 6: Inspection and interpretation
Interpretation is carried out under appropriate lighting conditions (white light or UV, depending on the type of penetrant). At this stage, indications are recorded, photographs are taken if necessary, and a decision is made on whether the component is acceptable or requires repair, CNC re-machining, or a new weld for corrosive environments, for example.


Liquid penetrant inspection of welds: Common defects and acceptance criteria
In welded components, especially after TIG or MIG welding processes, liquid penetrant testing is essential to validate the surface quality of the weld bead.
The most frequent discontinuities detected are:
- Lack of surface fusion.
- Open porosity.
- Longitudinal cracks.
- Cracks in the heat-affected zone (HAZ).
- Microcracks at changes in cross-section.
Interpretation is based not only on detecting indications but also on classifying them. The shape (linear or rounded), length, grouping, and location determine whether the component is acceptable or requires repair.
In large industrial valves and pressure pumps, this inspection reduces the risk of leaks in service and subsequent claims.
Applications of liquid penetrant testing
Industries using liquid penetrant tests
Penetrating liquids are used in multiple industrial sectors where surface integrity is critical for safety and equipment tightness. The main sectors include:
- Oil & Gas
- Petrochemical
- Cryogenics
- Naval
- Water treatment
- Desalination
- Manufacture of industrial pumps and valves
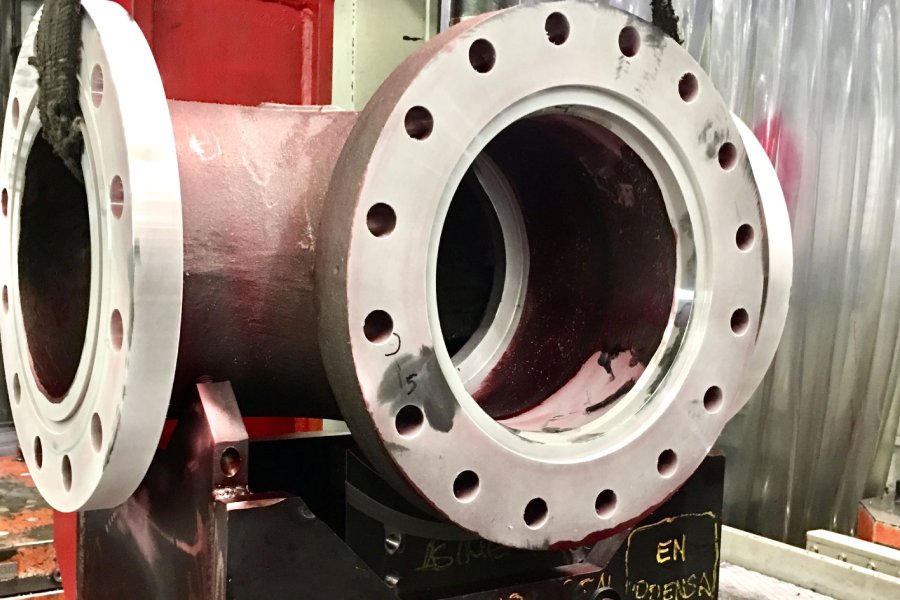
In these environments, liquid penetration testing is mainly applied to welded areas, mechanized transitions, joint housings, sealing surfaces and pressurised components.
In manufacturers of centrifugal pumps and industrial valves, this technique is a common part of the quality plan, especially on bodies, caps, shafts, impellers and weld cords in critical areas.

Types of detectable defects
This method is particularly effective for detecting:
- Fatigue cracks in shafts, casings, and high-stress areas.
- Porosity and lack of fusion in TIG or MIG weld beads.
- Cracks around threads, chamfers, and section changes.
- Surface defects in machined areas after finishing operations.
When combined with proper material selection and coating types for industrial valves operating in extreme environments, liquid penetrant testing helps close the loop between design, manufacturing, and quality control.
Limitations of the liquid penetrating test
Although it is a method highly sensitive to open discontinuities to the surface, the liquid penetrating test has technical limitations that should be taken into account:
- Does not detect internal or subsurface defects.
- Not applicable in porous materials.
- Excessively rough surfaces may generate false indications.
- Coatings or contaminants affect capillarity.
- Temperature influences penetration times.
For this reason, in critical applications it is often combined with other non-destructive tests when the volumetric integrity of the component needs to be assessed.
Advantages and limitations of liquid penetrant testing
Advantages
- A relatively cost-effective and quick-to-implement inspection method.
- High sensitivity to very fine surface defects.
- Applicable to a wide range of non-porous materials.
- Ideal for integration into production lines where non-destructive testing is already performed routinely.
For pump and valve OEMs, integrating liquid penetrant testing into the quality plan for industrial pumps and valves helps reduce leaks and unplanned downtime while providing objective inspection documentation.
Limitations
- Is sensitive to environmental conditions (temperature, humidity, air currents).
- Does not detect internal or subsurface defects.
- Requires very careful surface preparation.
- Generates waste that must be properly managed.
Comparison with other non-destructive testing methods
Compared to other non-destructive testing techniques, liquid penetrant testing has a clearly defined role:
- Compared to radiography: it does not inspect internal defects, but it is simpler, safer, and more cost-effective.
- Compared to ultrasonic testing: it does not require couplants or complex signal interpretation, but it is limited to surface defects.
- Compared to magnetic particle testing: it can be applied to non-ferromagnetic materials and more complex geometries.
For this reason, liquid penetrant testing is commonly combined with other inspection techniques within a comprehensive non-destructive testing plan for critical equipment, especially in sectors that use large-size valves or pumps operating under high pressure.
Liquid penetrant testing at Asimer Group
At Asimer Group, liquid penetrant testing is not considered a standalone service, but part of a 360° industrial solution that integrates:
- High-precision machining for the oil & gas sector and other industrial applications.
- Machining of pumps and valves in stainless steel and special materials.
- TIG welding and automatic MIG welding processes adapted to corrosive environments.
- Dimensional control using measuring arms and metrology room equipment.
- Complementary verification using other non-destructive testing methods when required by the project.
The correct execution of the liquid-penetrating test depends not only on the procedure, but also on the inspector’s qualification. In critical industrial projects, working with certified technicians ensures traceability, reliability in the interpretation of indications and regulatory compliance. You can read more about this in our article on how non-destructive testing certification boosts industrial quality.
When pump, valve, or compressor manufacturers outsource these phases to Asimer Group, they rely on a single partner capable of machining, welding, coating, measuring, and verifying components using liquid penetrant testing and other techniques, reducing the number of suppliers and potential failure points.
Do you need liquid penetrant inspection for industrial pump and valve components?
Tell us the type of equipment (pump, valve, compressor), material, and industry (oil & gas, cryogenics, naval, petrochemical…), and whether you require liquid penetrant testing only or a complete service including machining, welding, and dimensional control. We will respond with a technical proposal focused on reliability and the reduction of unplanned downtime.
Request an inspection assessmentIntegration of liquid penetration testing into the industrial manufacturing flow
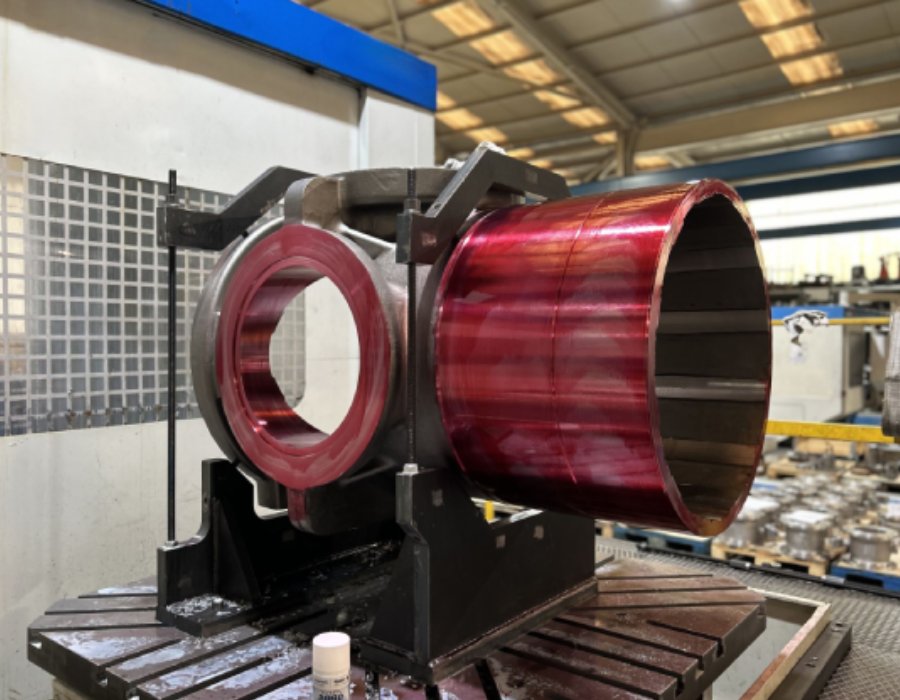
In the manufacture of industrial pumps and valves, the test for penetrating liquids is not carried out in isolation. Integrates into a structured control flow:
- Premecanized to stabilize geometry.
- Welding or overlay application.
- Final precision machining.
- Inspection by penetrating liquids in critical areas.
- Dimensional verification and technical documentation.
This approach allows for the detection of discontinuities before final assembly and reduces the risk of field failures, especially in sectors such as Oil & Gas, cryogenics and petrochemicals.
Liquid penetrant testing within the quality Plan for Industrial pumps and valves
Liquid penetrant testing remains one of the most effective and cost-efficient tools for surface quality control in industrial components. When integrated into a workflow that includes CNC machining, specialized welding, and non-destructive testing, it enables the early detection of defects that would otherwise appear once the pump or valve is already assembled and in service.
For manufacturers working with tight tolerances, aggressive media, or critical equipment such as cryogenic valves, pumps for cryogenic applications, or components subjected to welding for corrosive environments a well-defined liquid penetrant inspection procedure adds an additional layer of safety, resulting in fewer leaks, reduced unplanned downtime, and greater confidence from the end customer.
For OEMs seeking to strengthen their quality plans, integrating liquid penetrant testing alongside machining and welding processes supports more reliable components throughout the entire lifecycle.