
Critical tolerances in industrial valve bodies make the difference between a valve that performs reliably in service and one that ends up causing leaks, misalignment, premature wear, or rejection during final testing. In sectors such as oil & gas, petrochemical, marine, cryogenics, or water treatment, it is not enough to simply machine the component: it is essential to control precisely which functional areas determine sealing performance, assembly quality, and operational reliability. For this reason, when a manufacturer or OEM evaluates a supplier, they do not only assess production capacity, but also technical judgement, dimensional control, and real experience with critical components.
At Asimer Group, these types of projects are approached from a practical and technical perspective: understanding which surfaces are critical, how each material behaves during machining, and which inspection strategy reduces risk before the valve body reaches final assembly. This approach not only improves quality, but also reduces incidents, rework, and downtime for the customer.
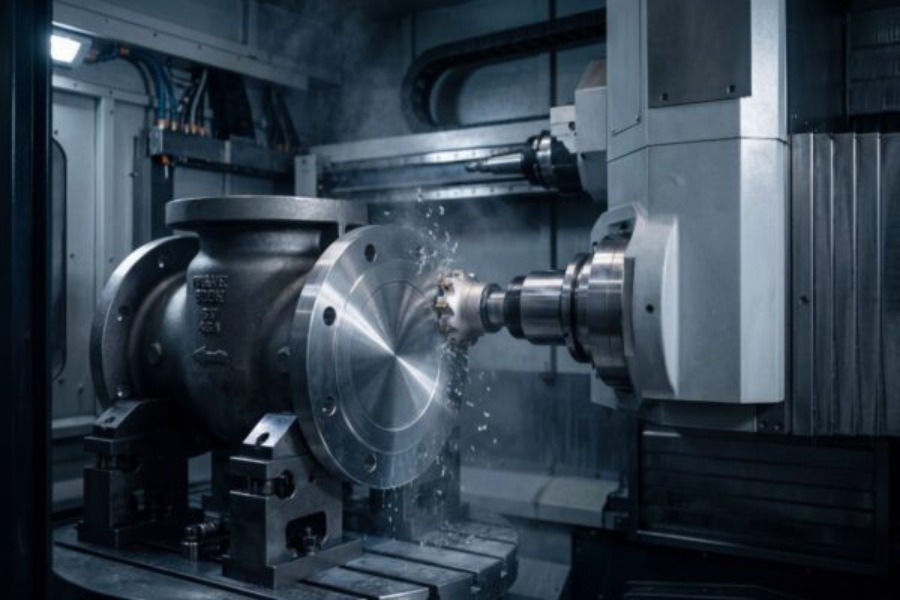
Critical tolerances in industrial valve bodies: why they determine final performance
The body of an industrial valve is not a passive housing. It is the component that contains pressure, integrates gasket faces, supports seat locations, relates functional diameters, and maintains internal alignment between elements that must operate in coordination. If one of these geometric relationships fails, the impact extends to the entire assembly.
A concentricity deviation can affect shut-off performance. A lack of parallelism can generate assembly stresses. Surface roughness outside specification can compromise the sealing function. And an incorrect datum strategy during pre-machining can carry errors through to final validation.
For this reason, within the machining process of industrial valve bodies, it is not enough to verify that the part meets general dimensional requirements. It is necessary to identify which tolerances have a direct impact on sealing performance, which areas concentrate the highest functional risk, and how they must be controlled to avoid leaks, rejection during final validation, and extra costs resulting from rework or failures in service.
Which areas of the body concentrate the critical tolerances in industrial valve bodies
Not all body surfaces have the same level of importance. In a component of this type, the truly critical tolerances are concentrated in the areas that affect shut-off, guiding, mechanical stability, and assembly.
Gasket faces and flange surfaces
Gasket faces determine external sealing performance and the correct load distribution when the body is integrated with piping, covers, or intermediate components. If there is a lack of flatness, angular deviation, or an unsuitable surface finish, the result may be leakage, gasket deformation, or unstable assembly. For this reason, these surfaces must be machined and inspected with particular rigor, since any deviation can compromise both sealing performance and the stability of the assembly in service.
Seat locations
Seat locations are one of the most sensitive areas of the entire body. The geometric relationship between the seat, bore, and functional axis determines internal sealing performance. If that relationship fails, shut-off is no longer uniform and the valve loses reliability.
This is especially critical in configurations such as butterfly valves, gate valves, or axial flow check valves, where the seat cannot be understood as an isolated surface, but as part of a geometric system.
Functional diameters and guiding areas
Functional diameters and guiding areas determine the behaviour of the closure element, the flow path, and the mechanical stability of the assembly. A deviation in coaxiality or roundness can cause abnormal friction, incorrect guiding, or loss of repeatability.
Stem housing and internal alignment
The stem housing must maintain a precise relationship with the main axis and the sealing surfaces. When this reference is lost, the valve may still appear to “close,” but it does so incorrectly: with higher torque, greater wear, and shorter service life.

Machining errors that compromise critical tolerances in industrial valve bodies
Failure does not usually result from one large, visible deviation, but from the accumulation of small errors that affect the final function.
Concentricity and coaxiality deviations
Concentricity deviations in industrial valve bodies are often one of the most frequent causes of shut-off or alignment problems. When the bore, the seat, and the functional axis do not maintain the correct geometric relationship, sealing performance is no longer reliable.
Lack of parallelism on functional faces
A lack of parallelism on support or sealing surfaces alters load distribution. This affects both gasket behaviour and assembly performance. In large-dimension valve machining projects, this risk increases due to weight, handling, and repositioning between phases.
Surface roughness outside specification
Incorrectly defined roughness on sealing surfaces can prevent proper shut-off even when the dimension itself is technically “within drawing.” Roughness is not aesthetic: it is functional. It must match the application, the gasket type, and the intended service conditions.
Errors after pre-machining or repositioning
In parts coming from casting or forging, pre-machining must serve to relieve stresses and generate stable references. If this phase is not carried out correctly, deformations or incorrect geometric relationships may appear and ultimately affect the final machining stage. In industrial valve bodies, this can lead to misalignment, deviations in functional areas, and sealing problems that are only detected in advanced phases of the project.
How to control critical tolerances in industrial valve bodies before final validation
Controlling this type of geometry requires a process strategy, not a simple final inspection.
Stable references and machining sequence
The first step is to define the references correctly. Repeatability cannot be expected if the part changes its support condition, origin, or stress condition at every stage. For this reason, the sequence of rough machining, stabilisation, repositioning, and finishing must be planned from the beginning.
Metrology control and geometric verification
Critical tolerances cannot be validated only through linear measurement. It is necessary to verify geometric relationships between surfaces and axes. Here, resources such as a metrology and quality inspection room, measuring arms, and other measuring instruments are essential to validate coaxiality, concentricity, parallelism, and true positioning.

Surface roughness and functional surface verification
It is not enough to measure dimensions. The functionality of the surfaces must also be validated. A gasket face or a seat may be geometrically compliant and still fail functionally if the surface texture is not suitable.
NDT and surface validation
Before an industrial valve body can be considered fully validated, in many cases additional inspections are required to verify that there are no surface or subsurface defects that could compromise performance in service. At this stage, techniques such as non-destructive testing and liquid penetrant testing are especially useful, particularly in parts with welded areas, overlay surfaces, or components produced from castings.
Critical tolerances in industrial valve bodies in stainless steel, duplex, and severe-service applications
Not all materials behave the same during machining. In stainless steels, special alloys, or configurations designed for severe service, controlling tolerances requires even greater technical judgement. Thermal stability, chip evacuation, tool wear, and sensitivity to deformation can all affect the final result if the machining strategy is not properly adapted. For this reason, in this type of valve body, process definition, tool selection, and dimensional control are decisive in ensuring sealing performance, internal alignment, and reliability in service.
What Asimer Group brings when critical tolerances and leakage risk are involved
In this type of project, having machining capacity alone is not enough. What truly makes the difference is knowing how to identify which areas of the body will determine performance in service and defining a process that reduces risk from the earliest stages. At Asimer Group, this means working on components manufactured from drawings or samples with a machining strategy, phase-by-phase control, dimensional validation, and resources adapted to complex components.
This approach is especially important for manufacturers and technical departments that cannot afford issues such as:
- leaks during testing
- dimensional rejection at the end of the process
- repeated machining operations
- assembly problems caused by misalignment
- loss of time on critical parts
When the project requires it, the process is complemented by accuracy in CNC machining, advanced verification, and inspection adapted to the requirements of the component and its final application.
Frequently asked questions about critical tolerances in industrial valve bodies
Which tolerances are the most sensitive in an industrial valve body?
The most sensitive tolerances are usually found in gasket faces, seat locations, functional diameters, and the geometric relationships between axes, the bore, and shut-off areas.
Why can a minimal deviation cause leakage?
Because sealing performance depends on the relationship between surfaces. A small deviation in concentricity, parallelism, or surface roughness can affect shut-off even if other dimensions appear to be correct.
How are critical tolerances in industrial valve bodies controlled?
Through a combination of machining sequence, stable references, dimensional control, geometric verification, surface inspection, and, when required, non-destructive testing.
Which areas have the greatest impact on sealing performance?
Mainly gasket faces, seat locations, guiding areas, and the surfaces involved in internal and external shut-off.
When is it advisable to rely on a specialised supplier?
When the body operates in critical service, with sealing, pressure, complex material, or strict traceability requirements, and when the risk of rejection or leakage has a real impact on cost and lead time.
Need to machine or repair valve bodies with critical tolerances?
Tell us the valve type, material, nominal diameter, working pressure, and inspection requirements. We analyze your project and define a technical strategy focused on reliability, leak reduction, and dimensional compliance.
Request technical assessment