¿Qué son los ensayos no destructivos (END)?
Los Ensayos No Destructivos (END) son una técnica de prueba y análisis utilizada en la industria, y especialmente en el sector de las válvulas industriales y las bombas industriales para evaluar las propiedades de un material, componente y/o estructura metálica en busca de discontinuidades y/o irregularidades en los mismos, sin causar daños a la pieza original.
En la industria, los ensayos no destructivos juegan un papel crucial en la evaluación de la integridad de equipos y componentes críticos. ¿Sabías que estos ensayos también son fundamentales en la inspección de componentes clave en bombas industriales?
El ensayo no destructivo, es cualquier prueba realizada en un material que no cambia sus propiedades físicas, químicas, mecánicas o dimensionales. Varios métodos de prueba no destructivos se basan en fenómenos físicos tales como ondas electromagnéticas, acústicas, elásticas, emisión de partículas subatómicas, capilaridad, absorción y/o cualquier tipo de prueba que no cause daño grave a la muestra de prueba.
En general, los END brindan información menos precisa sobre el estado de la variable que se mide, que las pruebas destructivas. Sin embargo, al no suponer la destrucción de la pieza inspeccionada, en muchos casos es la única opción de inspección, por ejemplo en sectores como el de la automoción donde es necesario inspeccionar el 100% de las piezas fabricadas, o inspeccionar soldaduras o tuberías en sectores como el petroquímico.
En el fascinante mundo del mecanizado y la soldadura, los ensayos no destructivos juegan un papel fundamental al garantizar la integridad de las piezas fabricadas. Estos ensayos permiten detectar posibles defectos ocultos sin comprometer la calidad del material, evitando así costosos errores y posibles fallas estructurales. Sin embargo, la importancia de los ensayos no destructivos no se limita únicamente a la detección de defectos, sino que también se extiende al riguroso proceso de precisión en el mecanizado CNC. En este sentido, la implementación de técnicas no destructivas contribuye a asegurar que las tolerancias y medidas especificadas se cumplan de manera precisa y confiable. La precisión en el mecanizado es una exigencia primordial en la industria, y al combinarla con la aplicación de ensayos no destructivos, se logra un enfoque integral que garantiza la calidad y confiabilidad en la producción de componentes mecanizados de alta precisión y estructuras.
Además, para llevar a cabo estos ensayos de manera precisa y eficiente, es crucial contar con instrumentos de medición de alta calidad y precisión, los cuales desempeñan un papel crucial en la sala de metrología. Esta sala de metrología se convierte en el corazón de la inspección, garantizando que las piezas cumplan con los estándares requeridos.
Cuando exploramos el campo de los ensayos no destructivos y su vital importancia en la industria, es fundamental destacar cómo contar con instalaciones avanzadas, como el Centro de mecanizado Trevisan, se convierte en un activo esencial. Estas instalaciones equipadas con tecnología de vanguardia desempeñan un papel crucial en la fabricación de componentes precisos, garantizando la integridad y la calidad en las pruebas no destructivas, lo que contribuye a la seguridad y eficiencia en diversos sectores industriales.
La convergencia entre los ensayos no destructivos y la Industria 4.0 junto con la Revolución del Mecanizado CNC agrega un nuevo capítulo a esta historia. La Industria 4.0 ha revolucionado la fabricación, introduciendo la era de la conectividad e inteligencia. Esta sinergia transforma la evaluación de materiales y estructuras, catalizando la eficiencia y la precisión en la detección de posibles defectos. Descubre más sobre cómo esta unión está dando forma al futuro de la inspección industrial y la fabricación avanzada en nuestro artículo completo sobre la Industria 4.0 y la Revolución del Mecanizado CNC en Asimer Group.
Ensayos no destructivos de soldadura
Entre los métodos más utilizados en la inspección de soldaduras destaca el ensayo por líquidos penetrantes (PT), especialmente eficaz para detectar discontinuidades abiertas a superficie. Para un análisis detallado del procedimiento, limitaciones y aplicaciones industriales de esta técnica, consulta nuestra guía específica sobre líquidos penetrantes.
Con las pruebas no destructivas, los defectos de soldadura mayores y menores se pueden identificar fácilmente en cada componente que se prueba. Sin ninguna suposición requerida de la inspección visual, el componente se puede usar de manera segura sin comprometer la operación industrial o la vida humana.
Para garantizar que las soldaduras cumplan con los estándares de calidad y seguridad, diferentes organizaciones han establecido pautas, incluida la Sociedad Estadounidense de Pruebas No Destructivas (ASNT), la Norma Internacional para Organizaciones (ISO) y el Instituto Estadounidense del Petróleo (API). En ciertas industrias y países, la comprensión de estas pautas es vital para que los analistas garanticen los estándares de seguridad y mantengan operaciones de soldadura efectivas.
¿Cuál es la diferencia entre las pruebas destructivas y no destructivas?
Las pruebas destructivas destruyen o cambian la pieza de alguna manera, de modo que, incluso si pasa la prueba, ya no es apta para el servicio. Los ejemplos pueden ser pruebas de tracción, prueba de flexión de 3 puntos o macro sección. Los ENDS no destruyen ni cambian la pieza para que siga siendo apta para el servicio si pasa la prueba.

¿Cuáles son las ventajas de usar END?
Hay una serie de ventajas. La más obvia es que las piezas que se prueban no se dañan durante el proceso, lo que permite reparar un artículo en lugar de reemplazarlo si se encuentra algún problema.
También es un método de prueba muy seguro para los operadores, ya que la mayoría de las técnicas son inofensivas para los humanos, aunque algunos tipos de prueba, como las pruebas radiográficas, aún deben realizarse bajo condiciones estrictas. Esta técnica de prueba también puede ayudar a prevenir lesiones o muertes al garantizar que las estructuras, los componentes y la maquinaria sean seguros.
Las pruebas no destructivas también son una forma muy precisa de inspección, ya que las pruebas son repetibles y se pueden usar varias pruebas juntas para correlacionar los resultados.

Estos métodos de prueba también son económicos. A diferencia de las pruebas destructivas, END es rentable ya que puede evitar la necesidad de reemplazar un elemento antes de que ocurra un mal funcionamiento sin destruir la pieza en sí.
Esta técnica de prueba también ofrece tranquilidad a los operadores, sabiendo que el equipo está funcionando como debería, previniendo futuros accidentes y determinando las medidas que se pueden tomar para extender la vida útil.
También es útil para verificar procedimientos de soldadura y para garantizar que un proceso de soldadura se haya completado con la especificación correcta dentro de los límites del control de calidad, por ejemplo, para asegurarse de que el metal base haya alcanzado la temperatura correcta, enfriado a la tasa específica y que se han utilizado materiales compatibles para evitar defectos de soldadura.
Los principales grupos de END
Dentro de los ensayos no destructivos existen diferentes métodos, cada uno con aplicaciones específicas según el tipo de material, geometría y criticidad del componente. Si quieres conocer en detalle los distintos métodos y sus diferencias técnicas, puedes consultar nuestra guía completa sobre tipos de ensayos no destructivos y aplicaciones industriales.
Estas pruebas facilitan información acerca del estado superficial de los materiales inspeccionados. Los principales métodos son:
- VT – Inspección Visual,
- PT – Líquidos Penetrantes
- MT – Partículas Magnéticas
- UT – Test de Ultrasonidos
En el caso de utilizar VT y PT sirven para detectar únicamente discontinuidades superficiales (abiertas a la superficie); mientras que con MT y UT se tiene la posibilidad de detectar tanto discontinuidades superficiales como subsuperficiales (las que se encuentran justo debajo de la superficie).
Comparativa de métodos END: Cuál usar según tu necesidad
| Método | Tipo defecto | Aplicación | Ventajas | Limitaciones | Cuándo usar |
|---|---|---|---|---|---|
| VT (Visual) | Superficial abierto | General | Rápido, económico | Subjetivo, solo superficie visible | Inspección inicial, seguimiento |
| PT (Líquidos Penetrantes) | Grietas superficiales abiertas | Soldaduras, fundiciones | Económico, no necesita electricidad | Solo defectos abiertos a superficie | Post-soldadura, fundiciones |
| MT (Partículas Magnéticas) | Superficial y subsuperficial | Aceros ferrosos | Detecta defectos bajo superficie | Solo materiales ferromagnéticos | Ejes, forjas, soldaduras en acero |
| UT (Ultrasonidos) | Interno, grietas profundas | Espesores, uniones | Penetra material, mide profundidad | Requiere acoplante, técnico cualificado | Espesores, defectos internos, corrosión |
Criterios de selección según material y tipo de defecto:
- Material no ferroso (aluminio, inox austenítico, titanio) → ensayo de líquidos penetrantes en soldadura o UT
- Material ferroso (acero carbono, inox martensítico) → partículas magnéticas vs líquidos penetrantes según si necesitas detectar discontinuidades subsuperficiales (MT) o solo superficiales (PT)
- Defectos superficiales → PT o MT con criterios de aceptación según normativa
- Defectos internos → Ultrasonidos para detectar grietas internas en espesores o zonas críticas
- Medición de espesores y control de calidad dimensional → UT
- Inspección en servicio rápida en campo → VT + PT
Dónde se utilizan los ensayos no destructivos?
Se utiliza en la mayoría de las industrias, incluidas la aeroespacial, automotriz, energética, marina y de oil&gas.
La industria se suma a utilizar cada vez más este tipo de pruebas no solo para la inspección final de las piezas fabricadas, sino también para controlar los procesos de producción. Un ejemplo de ello lo podemos encontrar en la industria del automóvil, especialmente en el control de puntos de soldadura, donde los puntos de soldadura se suelen inspeccionar mediante ultrasonidos. Esto asegura que el punto se suelde correctamente.
La tendencia en END es utilizar técnicas que permitan una mayor automatización y, en lo posible, detección de defectos, ubicación y dimensiones sin intervención humana. Por lo tanto, técnicas como las partículas magnéticas o la penetración de fluidos, donde los trabajadores deben juzgar si existen o no defectos, son reemplazadas por otras técnicas que también permiten el registro computarizado de los resultados. Empezando por la inspección Zero que se realiza antes de que el elemento entre en funcionamiento y gestionando los datos de cada inspección para ver la evolución de los defectos y decidir si es necesario aumentar o por el contrario reducir el intervalo de inspección. Si es posible, también se instalan dispositivos y sensores en los lugares más críticos, que monitorean los fallos en tiempo real y pueden tomar las medidas necesarias sin paradas de mantenimiento.
¿Necesitas ensayos no destructivos en componentes de bombas o válvulas?
Indícanos el sector (Oil & Gas, Naval, Petroquímica), tipo de componente (cuerpo, tapa, soldadura), método requerido (PT/UT/MT/VT) y normativa aplicable (ASME/API/ISO). Personal certificado Nivel 2.
Solicitar inspección ENDEND por sector industrial: Aplicaciones específicas
Los ensayos no destructivos según ASME Section V tienen aplicaciones específicas según el sector industrial y los componentes críticos involucrados.
END en Oil & Gas
Componentes típicos inspeccionados con trazabilidad de inspecciones:
- Tuberías de transporte: PT + UT para detectar grietas internas y corrosión externa
- Bridas y uniones bridadas: MT + UT para verificar integridad estructural de zonas de alta tensión. Los fittings en la industria del oil and gas requieren inspección END en todas las conexiones críticas para garantizar estanqueidad.
- Recipientes a presión: Ultrasonidos UT para medición de espesores y seguimiento de corrosión
- Válvulas de alta presión: PT post-mecanizado en caras de junta, UT en cuerpos fundidos para detectar porosidades internas
- Bombas centrífugas: Ensayo de líquidos penetrantes PT en carcasas fundidas, UT en zonas críticas de espesor
Normativas aplicables: API 570, API 510, ASME Section VIII
Frecuencia de inspección: Inspección inicial + inspección en servicio cada 5-10 años según criterios de aceptación y categoría de riesgo
END en Naval
Componentes típicos en construcción y mantenimiento predictivo naval:
- Cascos y estructuras soldadas: UT + MT para verificar soldadura cualificada y detectar fisuras por fatiga
- Sistemas de propulsión (bombas, válvulas): PT + VT post-mecanizado y ensamble
- Tuberías de lastre y sentinas: Líquidos penetrantes PT procedimiento según sociedades de clasificación
- Uniones críticas en mamparos: UT para verificar penetración de soldadura y ausencia de discontinuidades internas
Normativas aplicables: Sociedades de clasificación (Lloyd’s Register, ABS, DNV-GL)
END en Petroquímica
Componentes en procesos químicos que requieren certificación de operadores Nivel 2 o 3:
- Reactores y autoclaves: UT para defectología de espesores en zonas de corrosión
- Intercambiadores de calor: UT para tubos (detección de adelgazamiento), PT para carcasa
- Bombas de proceso: END para bombas centrífugas en Oil & Gas – PT post-mecanizado en impulsores y carcasas. En aplicaciones criogénicas, los END verifican la integridad de válvulas criogénicas y bombas ante contracciones térmicas extremas.
- Válvulas de control: PT en cuerpos mecanizados, UT en zonas de alta presión según procedimientos cualificados WPS/PQR
Normativas aplicables: ASME Section VIII, EN 13445, PED (Pressure Equipment Directive)
END en Bombas y Válvulas
Inspecciones típicas en fabricación con registro de inspecciones y trazabilidad:
Post-fundición:
- Inspección visual VT según ASME para detectar defectos evidentes
- Ensayo de líquidos penetrantes en soldadura de acero inoxidable y otros materiales para detectar porosidades superficiales
Post-mecanizado:
- PT en superficies críticas: caras de junta, alojamientos de asiento, zonas de sellado
- UT en espesores y zonas de alta tensión para verificar ausencia de inclusiones
- Control dimensional complementado con END
Post-soldadura:
- Inspección visual VT + PT en cordones de soldadura según criterios de aceptación/rechazo
- UT en uniones estructurales: anillos soldados a cuerpos, bridas a cuerpos
- Trazabilidad completa del informe técnico END con identificación de soldador y procedimiento cualificado
Post-overlay (recargues):
- VT + PT para verificar calidad superficial del recargue de Inconel 625, Stellite o similar
- UT para verificar adherencia entre material base y overlay, detectar falta de fusión
Certificación Nivel 2 END ISO 9712 para validación de resultados
Ejemplo práctico: Cuerpo de válvula de compuerta en acero al carbono con overlay de Inconel 625
- Fundición → VT + PT (detectar defectos base antes de mecanizar)
- Mecanizado inicial → PT en caras de junta para verificar ausencia de discontinuidades abiertas
- Aplicación de overlay → VT (inspección visual del cordón durante soldadura)
- Post-overlay → PT (detectar grietas superficiales en el recargue) + UT (verificar adherencia y espesor del overlay)
- Mecanizado final → PT en superficie acabada para entregar componente certificado
- Informe técnico END completo con patrones de calibración, identificación de inspector certificado y trazabilidad del proceso

Niveles de cualificación de operadores en Ends
Una persona certificada para la realización de ENDs, debe ser clasificada, en función de su capacitación, en uno de los tres niveles que se indican a continuación.
Nivel 1
El personal certificado como nivel 1 ha demostrado su capacitación para llevar a cabo las operaciones de END según instrucciones escritas y bajo la supervisión de operadores de nivel 2 o nivel 3. Puede estar autorizado por el empleador para realizar los siguientes trabajos:
- Efectuar los ensayos.
- Ajustar el equipo de END.
- Registrar y clasificar los resultados en términos escritos.
- Informar sobre los resultados. No será responsable de la elección de la técnica de ensayo a utilizar, ni de la interpretación y evaluación de los resultados de los correspondientes.
Nivel 2
El operador certificado como nivel 2 ha demostrado su capacidad para efectuar y supervisar los END de acuerdo con procedimientos establecidos. Podrá ser autorizado por el empleador para:
- Elegir la técnica de END a utilizar durante el ensayo.
- Definir las limitaciones de la aplicación del método de ensayo.
- Comprender las normas y especificaciones de END y transformarlas en instrucciones adaptadas a las condiciones reales de trabajo.
- Realizar y supervisar los ensayos.
- Ajustar el equipo y verificar los ajustes
- Interpretar y evaluar los resultados de acuerdo con las normas, códigos, procedimientos o especificaciones aplicables.
- Preparar instrucciones de ensayo por escrito.
- Realizar y supervisar todas las tareas de nivel inferior o igual al nivel 2.
- Proporcionar asistencia al personal de nivel inferior o igual al nivel 2.
- Informar de los resultados de los ensayos no destructivos.
Nivel 3
Una persona certificada como nivel 3 ha demostrado su capacidad para realizar y dirigir cualquier operación en los métodos y sectores de END para los que está certificada. Asimismo tiene competencia técnica suficiente para gestionar, supervisar, y establecer criterios en todas las técnicas de ensayos comprendidas dentro del método en que está certificado.
¿Soldaduras críticas que requieren certificación END?
Cuéntanos el tipo de unión soldada, espesor, material base, procedimiento de soldadura (WPS) y requisitos de inspección según código. Realizamos PT, UT, VT con trazabilidad completa y certificación Nivel 2.
Consultar disponibilidad ENDLa Integración de tecnología CNC y ensayos no Destructivos en la industria
En la búsqueda continua de mejorar la calidad y seguridad en la industria, los ensayos no destructivos desempeñan un papel crucial. Desde la detección de defectos hasta la evaluación de la integridad de los materiales, estos ensayos son esenciales en numerosos sectores, incluida la industria petroquímica. Explorar cómo la tecnología CNC se integra con los procesos de ensayo no destructivo puede arrojar luz sobre nuevas formas de mejorar la eficiencia y calidad en este campo. En este sentido, la convergencia entre la precisión del mecanizado CNC y la detección de defectos sin dañar los materiales ofrece un horizonte prometedor para la fabricación moderna.
En la industria de fabricación, la integridad de cada componente es fundamental. Los ensayos no destructivos son la herramienta principal para garantizar esta integridad, permitiendo la detección temprana de defectos sin comprometer la calidad del producto. Al conectar este artículo con «Mecanizado por arranque de viruta en la era CNC», podemos explorar cómo estos ensayos se integran en los procesos de fabricación para garantizar la excelencia en cada producto.
Por tanto, invita a sumergirnos en este fascinante cruce de tecnologías y procesos en nuestro próximo artículo completo sobre «Tecnología CNC: Mejorando la industria petroquímica con eficiencia y calidad».
Preguntas frecuentes sobre ensayos no destructivos
¿Cuánto tiempo tarda un ensayo por ultrasonidos en una soldadura?
Para soldaduras lineales en bombas y válvulas, el tiempo de inspección visual VT + UT oscila entre 15-45 minutos por metro lineal según espesor del material y configuración de la unión. Incluye preparación de superficie (eliminación de escoria, limpieza), calibración del equipo UT con patrones de calibración específicos del espesor, escaneo de la soldadura, registro de inspecciones y elaboración del informe técnico. Para uniones circunferenciales en cuerpos de válvula, el tiempo depende del diámetro y número de pasadas de soldadura según procedimientos cualificados WPS/PQR.
¿Cuándo es obligatorio hacer END en soldaduras industriales?
Según ensayos no destructivos según ASME Section V, API 570 (tuberías en proceso) y EN 13445 (equipos a presión), los END son obligatorios en:
- Soldaduras en zonas de alta tensión o componentes críticos según análisis de riesgos
- Espesores mayores de 6mm en servicios con fluidos peligrosos o alta presión (>PN16)
- Todas las soldaduras en recipientes de presión clase I y II según PED
- Reparaciones de componentes en servicio mediante soldadura cualificada
- Uniones soldadas en sistemas contra incendios y seguridad
Cuándo es obligatorio END en soldaduras API 570: En tuberías de proceso petroquímico, se requiere inspección inicial al 100% de soldaduras circunferenciales mediante radiografía o UT, más inspección en servicio periódica cada 5-10 años según categoría de riesgo y velocidad de corrosión estimada.
¿Qué normativa regula los END en Oil & Gas?
Las principales normativas que definen criterios de aceptación/rechazo y procedimientos cualificados son:
- API 570: Inspección en servicio de tuberías en proceso (refinerías, plantas petroquímicas)
- API 510: Inspección de recipientes a presión en servicio
- ASME Section V: Métodos de ensayo no destructivo (PT, MT, UT, RT, VT) – define técnicas, equipos y certificación de operadores
- ISO 17637: Inspección visual VT según ASME de uniones soldadas en materiales metálicos
- ISO 3452: Líquidos penetrantes PT procedimiento – requisitos generales
- ASME Section VIII: Recipientes a presión – define cuándo aplicar cada método END y criterios de aceptación
- ISO 9712: Certificación Nivel 2 END ISO 9712 – requisitos de cualificación y certificación de personal
Cada normativa define los criterios de aceptación específicos (dimensión máxima de indicaciones, distribución, tipo de defecto) según la criticidad del componente y las condiciones de servicio.
¿Cuál es la diferencia entre PT y MT para detectar grietas?
Partículas magnéticas vs líquidos penetrantes tienen aplicaciones complementarias:
PT (Líquidos Penetrantes):
Detecta solo grietas y discontinuidades abiertas a superficie
Funciona en cualquier material: metales (ferrosos y no ferrosos), plásticos, cerámicas, materiales compuestos
Líquidos penetrantes PT procedimiento: limpiar superficie → aplicar penetrante (10-30 min) → eliminar exceso → aplicar revelador → inspeccionar indicaciones
Ideal para ensayo de líquidos penetrantes en soldadura de acero inoxidable austenítico (no magnético)
Económico y portátil para inspección en servicio en campo
MT (Partículas Magnéticas):
Detecta grietas superficiales Y subsuperficiales (hasta 3-6mm bajo superficie según intensidad del campo magnético)
Solo funciona en materiales ferromagnéticos: aceros al carbono, aceros inoxidables martensíticos, hierro fundido
Procedimiento: magnetizar pieza → aplicar partículas (secas o húmedas) → inspeccionar acumulaciones → desmagnetizar
Más rápido que PT para grandes superficies de acero ferroso
Limitación: No detecta defectos internos profundos (para eso se requiere UT)
En válvulas de acero al carbono con overlay de Inconel 625: se usa MT en el cuerpo base (antes del overlay) y PT en la superficie del overlay (material no ferroso).
¿Necesito certificación para hacer END?
Sí. Según ISO 9712 y EN ISO 9712, los operadores END deben estar certificados por organismo acreditado. La certificación Nivel 2 END ISO 9712 requiere:
- Nivel 1: Ejecuta ensayos bajo supervisión de Nivel 2 o 3, registra resultados pero NO interpreta indicaciones ni elabora informes técnicos
- Nivel 2: Ejecuta ensayos de forma autónoma, interpreta resultados según criterios de aceptación, elabora procedimientos cualificados escritos e informes técnicos END, supervisa operadores Nivel 1
- Nivel 3: Gestiona operaciones END a nivel organizacional, establece y valida procedimientos, certifica a operadores Nivel 1 y 2, resuelve interpretaciones complejas
La certificación es específica por método (PT, MT, UT, RT, VT) y por sector industrial (construcción soldada, fundiciones, forja, etc.). Requiere examen teórico, práctico y prueba de visión. Validez: 5 años con renovación mediante examen o demostración de actividad continua.
En Asimer Group disponemos de certificación de operadores Nivel 2 para PT, VT y UT, lo que garantiza la trazabilidad y validez de los informes técnicos END emitidos.
¿Qué método END usar para detectar grietas internas en un cuerpo de bomba?
Ultrasonidos para detectar grietas internas en cuerpos de válvula y bombas es el método indicado para defectos internos no visibles en superficie. Permite:
- Detectar grietas internas, falta de fusión en soldaduras, inclusiones de escoria, porosidades internas
- Medir profundidad y orientación de defectos mediante técnica de eco
- Ultrasonidos UT para medición de espesores remanentes y seguimiento de corrosión interna
- Localizar corrosión bajo aislamiento (CUI) en tuberías y equipos
- Verificar integridad estructural de zonas críticas sin desmontar el componente
Para cuerpos de bomba en Oil & Gas fabricados en fundición de acero, el procedimiento típico combina:
- UT (haz recto) para espesores y detección de discontinuidades volumétricas internas
- UT (haz angular) para soldaduras de anillos y zonas de transición de espesor
- PT en superficie externa post-mecanizado para detectar grietas superficiales que puedan haber aparecido durante el proceso
El informe técnico END debe incluir registro de patrones de calibración utilizados, velocidad del sonido en el material, ganancia aplicada y mapa de ubicación de indicaciones detectadas con sus dimensiones.
¿Cada cuánto tiempo debo inspeccionar componentes críticos con END?
La frecuencia de inspección en servicio depende del código aplicable, fiabilidad de componentes y condiciones de servicio:
API 570 (tuberías en proceso):
- Inspección inicial: 100% de soldaduras circunferenciales
- Inspección en servicio: Cada 5-10 años según categoría de riesgo (basada en consecuencia de fallo + probabilidad de fallo)
- Circuitos con corrosión activa: Cada 2-5 años con seguimiento de velocidad de corrosión
- Líneas críticas (H2, HF, alta presión): Inspección más frecuente según RBI (Risk Based Inspection)
API 510 (recipientes a presión):
- Inspección externa: Cada 5 años mínimo
- Inspección interna: Cada 10 años mínimo (puede extenderse con RBI)
END específicos (UT de espesores): Según plan de inspección en servicio y tendencia de corrosión
Servicios corrosivos/erosivos:
- Químicos agresivos: Cada 2-5 años con ultrasonidos UT para medición de espesores
- Alta temperatura (creep): Seguimiento de microestructura + UT cada ciclo de parada
- Ciclado térmico: Inspección de zonas de alta tensión (PT o MT) cada parada mayor
Componentes críticos en Oil & Gas:
- Inspección inicial con END al 100% antes de puesta en servicio
- Seguimiento cada ciclo de mantenimiento mayor (2-4 años típicamente)
- Mantenimiento predictivo: Monitoreo continuo + END cuando se detectan anomalías
El registro de inspecciones histórico permite optimizar frecuencias mediante análisis de degradación real vs predicha.
¿Los END dañan el componente inspeccionado?
No. Por definición, los ensayos no destructivos NO alteran las propiedades físicas, químicas, mecánicas o dimensionales del material inspeccionado. El componente puede continuar en servicio tras la inspección si cumple los criterios de aceptación establecidos en la normativa aplicable.
Aspectos importantes:
- Líquidos penetrantes: Se eliminan completamente tras la inspección. En componentes de acero inoxidable o aleaciones especiales, se verifica que el penetrante no contiene halógenos (cloro, flúor) que puedan causar corrosión bajo tensión.
- Partículas magnéticas: Requiere desmagnetización posterior en componentes que vayan a mecanizarse o soldarse, para evitar desviación de arco de soldadura o problemas en instrumentación magnética.
- Ultrasonidos: No deja residuos. El acoplante (gel, agua, aceite) se limpia fácilmente. No genera radiación ionizante.
- Inspección visual: No invasiva, solo requiere acceso visual y en algunos casos limpieza previa.
La única «alteración» es la documentación del estado del componente en el registro de inspecciones, lo cual es parte de la trazabilidad y gestión de integridad estructural del activo.
¿Qué información debe incluir un informe de END?
Un informe técnico END completo según ASME Section V y códigos aplicables debe contener:
Identificación del proyecto y componente:
- Nombre del proyecto, cliente, ubicación
- Identificación única del componente (número de serie, tag, plano)
- Material del componente y acabado superficial
- Método END y normativa:
- Método utilizado (PT, MT, UT, VT, RT) según procedimientos cualificados
- Procedimiento escrito aplicado (número y revisión)
- Normativa de referencia (ASME Section V, API, ISO, etc.)
- Criterios de aceptación/rechazo aplicados (ASME Section VIII, API 570, etc.)
Equipo y calibración:
- Descripción del equipo END utilizado (marca, modelo, serie)
- Patrones de calibración empleados (bloques de referencia, probetas)
- Fecha de última calibración del equipo
- Materiales consumibles (penetrante, revelador, acoplante UT) con identificación de lote
Condiciones de inspección:
- Fecha y hora de la inspección
- Temperatura ambiente y del componente
- Estado de la superficie (acabado, limpieza)
- Accesibilidad y limitaciones encontradas
Resultados:
- Extensión de la inspección (% del componente inspeccionado, áreas específicas)
- Indicaciones detectadas: ubicación exacta (con croquis o fotografías), dimensiones, tipo (lineal/redondeada), orientación
- Evaluación según criterios de aceptación: aceptable / requiere reparación / rechazado
- Mapa o esquema con ubicación de indicaciones
Certificación y trazabilidad:
- Nombre y firma del inspector con certificación Nivel 2 END ISO 9712 (método y sector)
- Número de certificado y fecha de vencimiento
- Sello de la empresa certificadora
- Fecha y lugar de emisión del informe
El registro de inspecciones debe mantenerse durante toda la vida útil del componente como parte del expediente de fiabilidad y mantenimiento predictivo.
Experiencia de Asimer Group en Ends
En Asimer Group desde hace más de 15 años estamos muy familiarizados con los ENDs. Las exigencias del mercado (tanto de la válvula como de la bomba industrial), nos ha hecho ser cada vez más exigentes con todos los ensayos no destructivos, principalmente por 2 motivos:
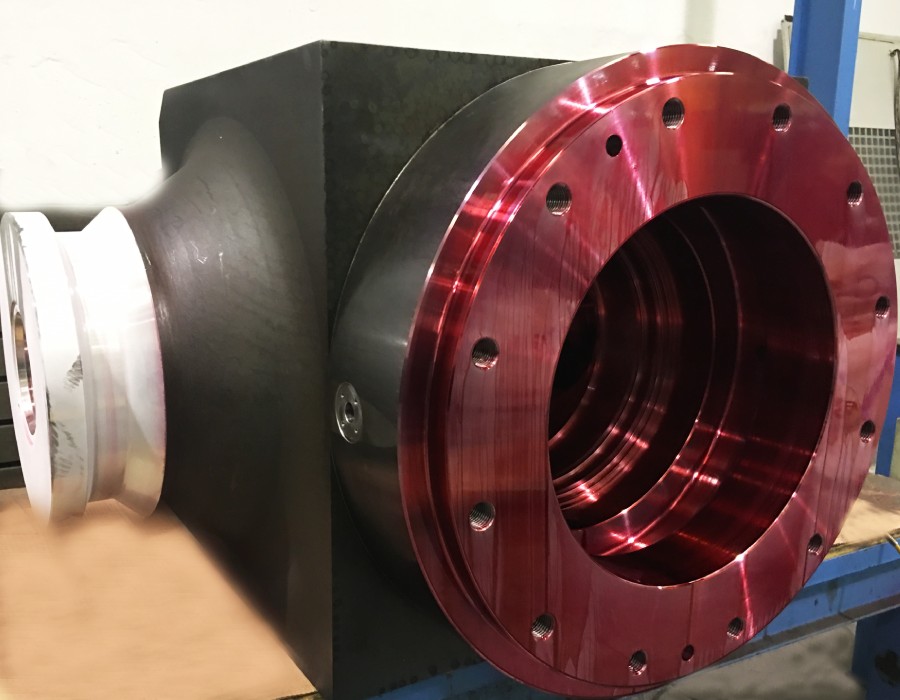
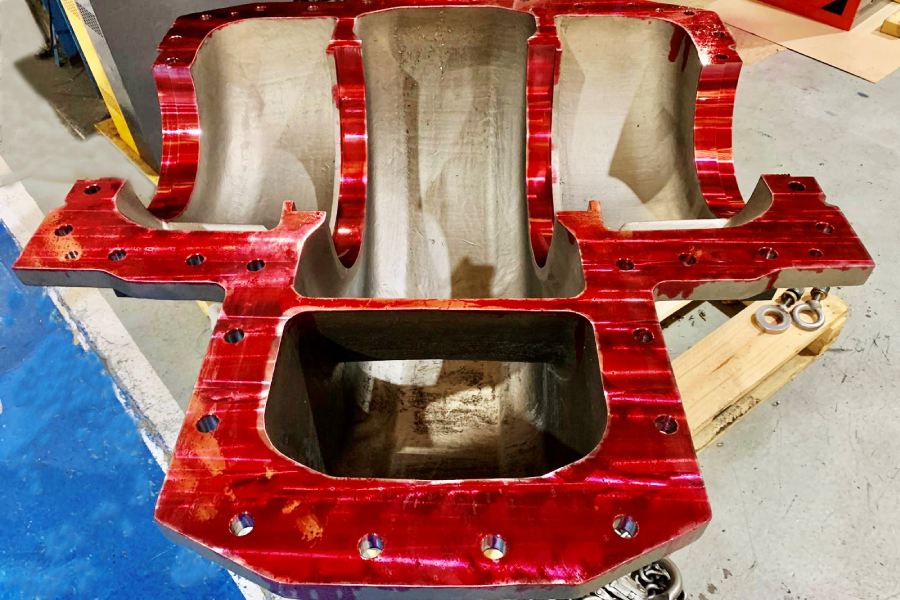
- Ensayos No destructivos sobre mecanizado de piezas de fundición.
Gran cantidad del total de piezas mecanizadas en ASIMER se refieren a piezas procedentes de fundición. Las piezas cuyo origen es fundición, son susceptibles de sufrir incidencias de calidad a nivel superficial, que se pueden mitigar con ENDs previo al mecanizado final bajo plano. Este control previo resulta especialmente importante cuando se trata del mecanizado de cuerpos de válvulas industriales, ya que detectar a tiempo discontinuidades superficiales o defectos en zonas funcionales permite evitar rechazos en fases avanzadas y asegurar la calidad final en caras de junta, alojamientos de asiento y superficies críticas de estanqueidad.
Gracias a que ASIMER Group dispone de personal cualificado Nivel II para ciertos ENDs, puede ofrecer dicho tipo de servicios a sus cliente finales, principalmente LPT, y VT
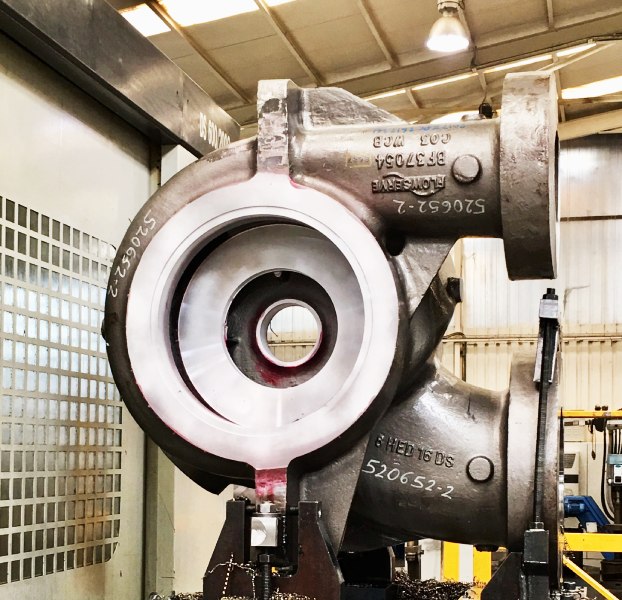
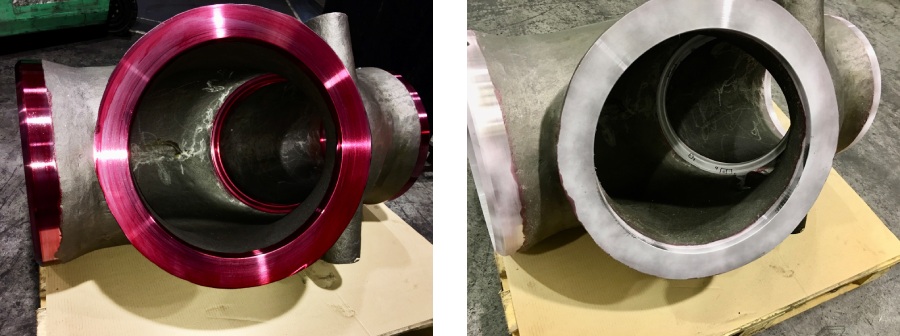
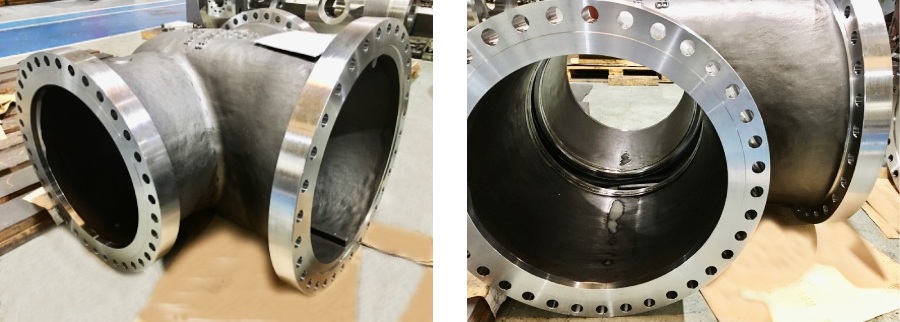
- Ensayos No destructivos sobre pieza con soldadura y/ aportada con Overlay. Otro cantidad importante de las piezas que suministra ASIMER Group a sus clientes, tienen uniones soldadas o aportadas con OVERLAY.
- Las uniones soldadas se pueden dar, por ejemplo, en las soldaduras de los anillos a los cuerpos correspondientes, principalmente en cuerpos compuerta, globo o retención. Con la Inspección de LPI se asegura que la calidad de la unión soldada es la óptima.
- Otro de los ejemplos donde es Obligatorio el uso de ENDs, se refiere a cuerpos de válvula con Overlay. ASIMER Group ha realizado gran cantidad proyectos con Overlay, principalmente de acero al carbono con recargues de Inconel 625. Este tipo de proyectos SIEMPRE están supeditados a 2 grupos de ENDs:
Los ensayos de VI (Visual Inspection) y LPI (Liquid Penetrant Test), permiten asegurar que la zona superficial recargada está conforme según los requisitos del proyecto.