
Los errores de medición en metrología industrial no son solo un problema “de laboratorio”: cuando las dimensiones no se miden bien, los resultados se traducen en rechazos del OEM, fugas, vibraciones, cavitación y costes de no calidad en bombas, válvulas y equipos industriales. Para un fabricante de equipos o un responsable de compras, entender de dónde vienen estos errores y cómo controlarlos es clave para reducir riesgos en proyectos críticos.
En Asimer Group, los errores de medición dimensional los abordamos como un riesgo técnico y económico, no como una anécdota. Por eso combinamos metrología, procesos de Mecanizado CNC y criterios de control dimensional orientados específicamente a componentes de bombas y válvulas industriales.
¿Qué son los errores de medición en metrología industrial?
En metrología industrial hablamos de errores de medición dimensional cuando existe una diferencia entre el valor “real” de una cota y el valor que nos indica el sistema de medición. Esa diferencia puede deberse al instrumento, al método, al entorno o a la persona que mide.
En el contexto de componentes mecanizados para bombas y válvulas industriales, estos errores se vuelven especialmente críticos en:
- Diámetros de alojamientos de juntas y rodamientos.
- Planitudes y paralelismos en caras de cierre.
- Concentricidades entre ejes, impulsores y carcasas.
- Acabados superficiales funcionales para sellos y zonas de estanqueidad.

La clave no es solo tener buenos Instrumentos de medición, sino diseñar todo el sistema de medicición (procedimientos, entorno, personas, frecuencia y criterios de aceptación) para minimizar errores y garantizar trazabilidad.
Causas más frecuentes de errores de medición dimensional
Errores del sistema de medición y del entorno
Una fuente habitual de problemas se encuentra en el propio sistema de medición:
- Instrumentos fuera de tolerancia o sin calibración periódica.
- Condiciones de temperatura alejadas de los 20 ºC de referencia.
- Falta de control de humedad y estabilidad térmica en la zona de medición.
Por eso es tan importante disponer de una Sala de metrologia acondicionada y de equipos verificados por entidades acreditadas. Sin un entorno controlado, incluso la mejor máquina de medir coordenadas o el mejor Brazo de medición pueden dar resultados incoherentes.

Aquí encaja la idea de precisión en metrología industrial: no se trata de “medir más decimal”, sino de que las mediciones sean repetibles y trazables, independientemente de quién mida o cuándo se mida.
Errores de método y de proceso
Los errores de medición también aparecen cuando el método de medición no está alineado con la función de la cota:
- Se mide en puntos que no representan la zona funcional.
- No se define cuántas mediciones hay que tomar ni cómo promediar.
- No se utilizan los útiles o soportes adecuados para fijar la pieza.
En piezas mecanizadas por Mecanizado por arranque de viruta es frecuente que la deformación elástica, las tensiones internas o la secuencia de operaciones condicionen el resultado dimensional. Si el método de medición no tiene en cuenta estas realidades, el riesgo de errores de medicición dimensional aumenta.
Errores humanos y de interpretación
Aunque haya buenos equipos y buen método, el factor humano sigue siendo decisivo:
- Lecturas erróneas en el nonio o en el display digital.
- Interpretación incorrecta de los planos (símbolos de tolerancia, referencias geométricas).
- Falta de formación específica en metrología aplicada a bombas y válvulas.
Por eso la reducción de errores de medición pasa también por estandarizar procedimientos, formar al personal y documentar claramente qué se mide, con qué instrumento y con qué criterio de aceptación.
Cómo afectan los errores de medición a bombas y válvulas industriales
En equipos como bombas centrífugas, bombas criogénicas o válvulas de control, un error dimensional rara vez se queda “en el papel”. Suele transformarse en:
- Dificultades de montaje o necesidad de reprocesos.
- Pérdida de estanqueidad en caras de cierre y asientos.
- Desequilibrios en impulsores y ejes, que se traducen en vibraciones y reducción de vida útil.
- Desajuste entre componentes de distintos proveedores, con impacto directo en el OEM.
En proyectos donde se combinan mecanizado de precisión y Ensayos no destructivos, un error de medición dimensional puede incluso enmascarar o agravar defectos detectados por otros métodos. Por ejemplo:
- Un cordón de soldadura aceptable según Tipos de ensayos no destructivos puede convertirse en un problema si la superficie mecanizada posterior no respeta la cota funcional.
- Un componente que ha pasado correctamente un ensayo por Liquidos penetrantes puede seguir siendo inaceptable si hay desviaciones dimensionales en zonas críticas de cierre.
El resultado final es siempre el mismo: riesgo en servicio, potenciales fugas, reclamaciones del cliente y aumento del coste de no calidad.
Estrategia para reducir errores de medicición: de la sala de metrología a producción
Reducir los errores de medición dimensional no se consigue “comprando más instrumentos”, sino diseñando un sistema que conecte metrología y producción. En Asimer Group lo abordamos en tres niveles:
1. Infraestructura y equipos de medición
- Uso de [Instrumentos de medición] adecuados para cada rango y precisión.
- Condiciones controladas en la Sala de metrologia para mediciones críticas.
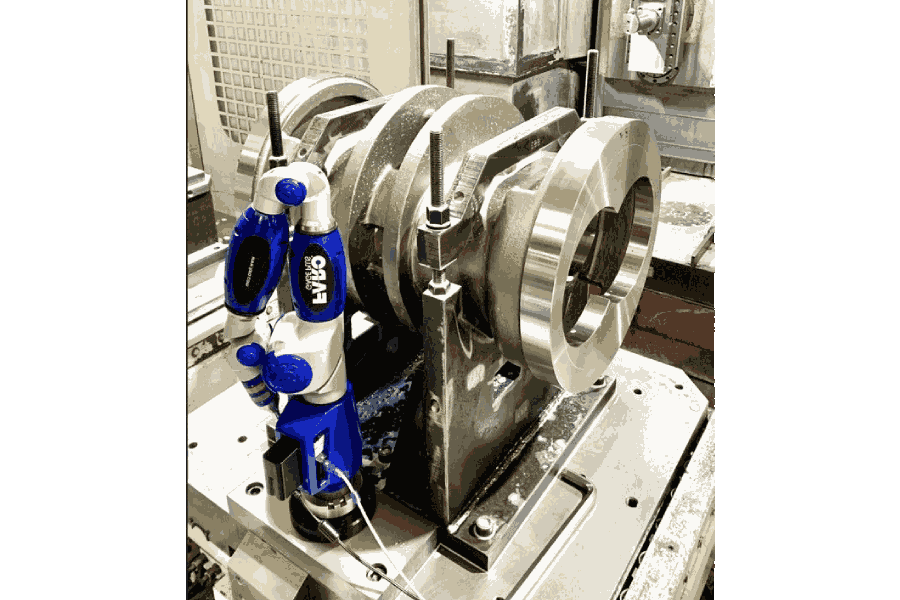
- Integración de equipos como el Brazo de medición para el control de piezas de gran tamaño o geometrías complejas.
Este enfoque permite adaptar la metrología tanto a pequeños componentes como a carcasas y cuerpos de bombas y válvulas de gran dimensión.
2. Procesos de mecanizado y precisión
La mejor forma de evitar errores de medición es diseñar el proceso de mecanizado para que las piezas salgan bien a la primera. Por eso trabajamos con rutas de Mecanizado CNC y estrategias de Mecanizado por arranque de viruta alineadas con los requisitos funcionales.
Aquí encaja de forma natural el contenido de Precisión en el mecanizado cnc, donde la clave es:
- Elegir la secuencia de operaciones adecuada.
- Controlar herramientas, fijaciones y referencias.
- Definir qué se mide en máquina y qué se valida en metrología.
3. Procedimientos, formación y trazabilidad
La tercera pata para reducir errores de medición en piezas mecanizadas es la parte procedimental:
- Instrucciones claras de medición por familia de pieza o por zona funcional.
- Registro sistemático de resultados y análisis de tendencias.
- Integración con planes de [Ensayos no destructivos] y requisitos de cliente.
En sectores regulados, la certificación en ensayos no destructivos impulsa la calidad industrial refuerza esta trazabilidad y ayuda a demostrar que el sistema de medición está bajo control y auditado.
Cómo enfoca Asimer Group los errores de medición en proyectos de bombas y válvulas
En Asimer Group como empresa de mecanizado no “fabricamos instrumentos de medición”: trabajamos como partner de mecanizado, soldadura y metrología aplicada a bombas, válvulas y equipos industriales. Eso significa que los errores de medicición dimensional los abordamos desde el inicio del proyecto:
- Revisando tolerancias funcionales y zonas críticas en plano.
- Definiendo qué se controla en máquina y qué pasa por metrología.
- Alineando Mecanizado CNC, Instrumentos de medición, Ensayos no destructivos y requisitos de documentación del OEM.
Cuando un fabricante nos confía carcasas, tapas, ejes, impulsores o componentes de válvulas, el objetivo no es solo “cumplir cota”, sino reducir rechazos, mejorar la repetibilidad y hacer que el control dimensional deje de ser un dolor recurrente en la cadena de suministro.
Aquí es donde tiene sentido que nos cuentes qué tipo de componente trabajas, qué tolerancias críticas manejas y qué problemas de medición estás viendo hoy en tu cadena.
¿Necesitas reducir errores de medición en componentes mecanizados para bombas o válvulas?
Cuéntanos tipo de componente, tolerancias críticas, requisitos de inspección (dimensional y NDT) y sector (Oil&Gas, criogenia, naval, tratamiento de aguas, etc.). Analizamos tu caso con un enfoque técnico y te proponemos una estrategia de control dimensional y metrología aplicada.
Solicitar evaluación de control dimensionalPreguntas frecuentes sobre errores de medición dimensional
¿Por qué aparecen errores de medición si ya tengo buenos instrumentos?
Porque la precisión de un sistema de medición no depende solo del instrumento, sino también del entorno (temperatura, vibraciones), del método definido y de la formación de las personas. Sin una Sala de metrologia adecuada y procedimientos claros, es normal encontrar resultados incoherentes.
¿Qué riesgos tienen los errores de medición en bombas y válvulas?
Los errores de medición dimensional pueden provocar problemas de montaje, fugas, vibraciones, cavitación y reducción de vida útil. En proyectos OEM, estos errores suelen traducirse en reclamaciones, retrasos y coste de no calidad. La combinación de buen proceso de Mecanizado CNC y metrología aplicada reduce significativamente este riesgo.
¿Cómo puedo detectar si tengo un problema sistemático de errores de medición?
Algunas señales típicas son: discrepancias entre tus mediciones y las del cliente, resultados inconsistentes entre turnos, derivadas continuas en ciertas cotas o rechazos recurrentes por las mismas dimensiones. Un análisis conjunto de Instrumentos de medición, método y entorno suele revelar la causa raíz.
¿Qué relación hay entre errores de medicición y ensayos no destructivos?
Los Ensayos no destructivos y los controles dimensionales son complementarios: uno verifica integridad del material y soldaduras; el otro, geometría y tolerancias. Sin embargo, si hay errores de medición dimensional, puedes aceptar o rechazar piezas de forma incorrecta aunque los Tipos de ensayos no destructivos estén bien aplicados. De ahí la importancia de tener también procesos como la Cómo la certificación en ensayos no destructivos impulsa la calidad industrial bien implantados.
¿Cuándo tiene sentido externalizar el control dimensional y la metrología?
Cuando trabajas con piezas críticas de bombas y válvulas, tolerancias muy exigentes o lotes que requieren equipos avanzados que no compensa tener internamente. En esos casos, apoyarte en un partner con Instrumentos de medición, sala de metrología, experiencia en Mecanizado por arranque de viruta y Mecanizado CNC orientado a estos componentes suele ser la opción más eficiente.