
Los instrumentos de medición en metrología industrial no son “herramientas”: son el punto donde se decide si una pieza cumple plano y tolerancias o se convierte en coste oculto (reprocesos, rechazos, retrasos y discusiones con el OEM).
En componentes críticos como cuerpos, tapas, ejes o impulsores de bombas industriales y válvulas, la precisión dimensional deja de ser un concepto teórico y se traduce en resultados muy concretos:
- Menos reprocesos y ajustes.
- Menos rechazos en recepción por parte del OEM.
- Menor riesgo de fugas, cavitación o vibraciones en servicio.
No basta con medir bien: necesitas un proceso de fabricación estable, un método de control dimensional y trazabilidad metrológica documentada. En piezas críticas, esa estabilidad depende en gran parte de la Precisión en el mecanizado cnc.
La importancia de la metrología industrial en fabricación de bombas y válvulas
La metrología es la ciencia de la medición y, en industria, el objetivo es sencillo de decir y exigente de conseguir: resultados precisos, repetibles y trazables.
En fabricación y verificación de componentes para bombas y válvulas, esto se convierte en:
- Piezas dentro de tolerancia real (no “aproximada”).
- Procesos repetibles que no dependen de “la mano”.
- Evidencia documental: informes, certificados, históricos, auditorías.
Tradicionalmente se distinguen tres ramas:
- Metrología científica (patrones y unidades).
- Metrología legal (comercio/consumidor).
- Metrología industrial (la que afecta a producción y calidad: calibración, verificación, capacidad, etc.).
En entornos de Industria 4.0, la metrología ya no es un “punto final”. Los datos de medición dimensional alimentan decisiones: correcciones de máquina, estabilidad del proceso, mantenimiento y mejora continua. Cuando la medición está bien integrada, el dato dimensional actúa como alarma temprana.
Instrumentos de medición y su papel en el control dimensional tras mecanizado y soldadura
En mecanizado CNC, los instrumentos de medición conectan el plano con la pieza real. Sin medición, una tolerancia H7, una planitud, una concentricidad o una rugosidad quedan en “suposición”.
En soldadura aplicada a bombas y válvulas ocurre lo mismo: tras el aporte y el mecanizado de zonas funcionales, hay que confirmar que no se han distorsionado dimensiones críticas. En aplicaciones exigentes (criogenia, corrosión, presión), el control dimensional tras Soldadura tig es tan importante como la propia operación de soldar.
La combinación “mecanizado + soldadura + medición” debe funcionar como un bloque: si falla uno, el riesgo se traslada a montaje, banco o campo.
Medición dimensional directa e indirecta: qué cambia en fiabilidad y repetibilidad
En el día a día conviven dos enfoques:
Medición directa
Se mide la cota leyendo el instrumento (calibre, micrómetro, reloj, CMM…). Es rápida, pero exige técnica:
- Forma de apoyo y presión controladas.
- Superficies limpias y estables.
- Condiciones de temperatura coherentes.
Medición indirecta
Se compara la pieza con un patrón: bloques patrón, anillos, galgas pasa/no pasa. Suele ser más robusta cuando hay repetición de una misma cota y necesitas reducir variabilidad.
En ambos casos, lo crítico es definir estrategia:
- qué medir,
- con qué instrumento,
- con qué frecuencia,
- y qué acción tomar cuando algo sale de tolerancia.
Ahí es donde la metrología deja de ser “instrumental” y se convierte en sistema.
Errores de medición dimensional: causas típicas y cómo evitarlos
Los errores de medición dimensional aparecen incluso con equipos buenos si el sistema está mal definido. Normalmente vienen de cuatro fuentes:
Errores sistemáticos
Se repiten en la misma dirección:
- instrumento desajustado,
- procedimiento incorrecto,
- condiciones distintas a la referencia.
Solución: calibración, método y verificación periódica.
Errores aleatorios
Pequeñas variaciones no controladas:
- vibraciones,
- cambios de apoyo,
- microvariaciones térmicas.
Se reducen con entorno estable, formación y repetición de medida en cotas críticas.
Errores por técnica/uso
Los más frecuentes en planta:
- presión excesiva con micrómetro (deformas la pieza),
- lectura incorrecta,
- pieza mal apoyada.
Temperatura y deformación
En metrología industrial el estándar es medir en torno a 20°C, porque pieza e instrumento dilatan. Medir “caliente” por prisa traslada el error a la cota.
Cuando además se requiere integridad del material, el enfoque se refuerza combinando medición con [Ensayos no destructivos] (y, según el caso, técnicas como [Liquidos penetrantes]). Geometría + integridad = menos sorpresas.
Tolerancias, planos y requisitos: lo que el OEM espera que controles
En bombas y válvulas industriales, el plano suele mezclar:
- cotas en mm,
- superficies funcionales (asientos, alojamientos, bridas),
- y normas/criterios (a veces ligados a API u otros estándares).
Conceptos que disparan problemas si no se controlan bien:
- tolerancias y ajustes (ej. tolerancia H7),
- alineación / desalineación,
- excentricidad y variaciones en giro,
- planitud y paralelismo,
- concentricidad en alojamientos críticos,
- rugosidad en superficies de sellado.
Para compras/calidad, la pregunta no es “qué micrómetro usas”, sino:
- ¿puedes demostrar que controlas estas cotas?
- ¿tienes evidencia repetible y auditable?
- ¿qué haces cuando un dato indica deriva?
Tipos de instrumentos de metrología industrial: de la verificación rápida al informe dimensional
En planta conviven instrumentos de verificación rápida y equipos avanzados:
- Regla, cinta y escuadras: comprobaciones iniciales.
- Calibre/pie de rey: interiores, exteriores y profundidades.
- Micrómetros: control en centésimas o milésimas.
- Reloj comparador: verificación de excentricidad, alineación y variaciones pequeñas.
- Alesómetro: diámetros interiores y alojamientos críticos.
- Durómetro: apoyo a control de material según aplicación.
- CMM / máquina de medición por coordenadas: informe completo y trazable.
- brazo articulado / brazo de medición 3D: flexibilidad en grandes piezas o geometrías complejas.
Clave práctica: no se mide “todo con lo mismo”. Se elige instrumento según cota, tolerancia, repetitividad y riesgo funcional.
IMEs en Asimer Group: sala, equipos e informes dimensionales
En Asimer Group, la medición se integra como parte del sistema de control de calidad y del proceso. Si un OEM te exige verificación y evidencia, lo que marca la diferencia es tener un entorno, un método y una trazabilidad coherente.
Asimer Group dispone de su propia [Sala de metrología], donde:
- Se realizan las mediciones de las cotas más críticas de los productos (componentes de válvulas y bombas) que se mecanizan en el Departamento de Producción.
- Se mantienen los IMEs más importantes a la temperatura y humedad exigidas (condición clave para medición dimensional fiable).
- Se realizan calibraciones periódicas de los IMEs que soportan el control dimensional.
Dentro de los IMEs más importantes para el control de piezas y procesos, destacan:
- Brazo de medición: para verificación flexible en piezas de geometría compleja.

- Calibradores o pie de rey: verificación rápida de interiores, exteriores y profundidades.

- Micrómetros externos: control de cotas con exigencia de centésimas/milésimas.

- Micrómetros internos: control de diámetros interiores y ajustes críticos.
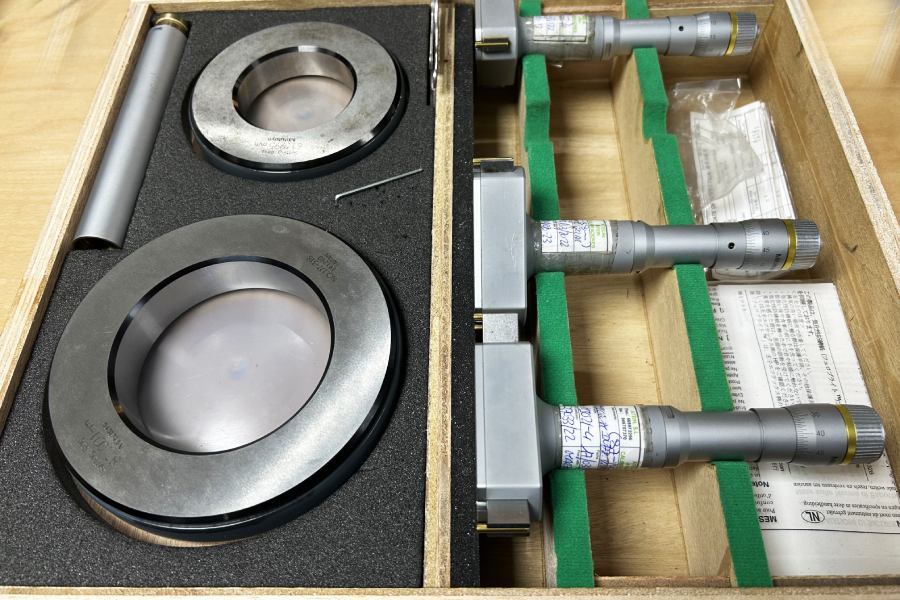
- Alesómetro: verificación de alojamientos y diámetros interiores en componentes críticos.

- Durómetro: apoyo al control cuando el material/condición superficial es relevante para el proyecto.

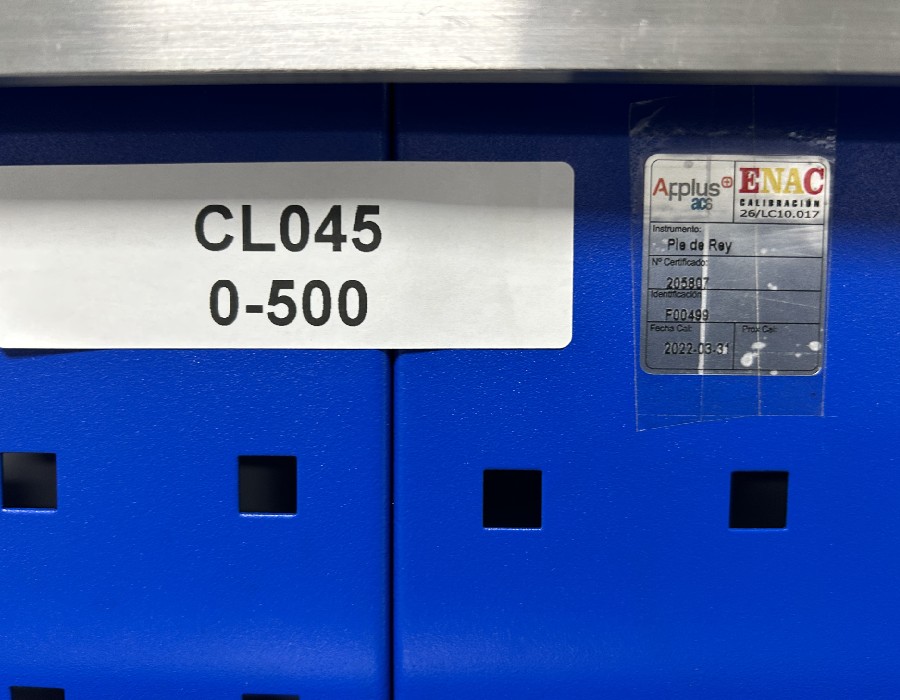
Todos los IMEs se conservan y gestionan en condiciones controladas. Además, se realiza calibración externa periódica por entidad acreditada (calibración ENAC), para asegurar trazabilidad metrológica.
Cada instrumento se gestiona con identificación y registro, de modo que se pueda aportar evidencia cuando el cliente lo solicita:
- instrumento y rango,
- número de serie,
- fecha de calibración,
- número de certificado,
- fecha de próxima calibración.
Además, los resultados de medición se conectan con otras áreas de control, como los ensayos no destructivos, y con criterios internos de estabilidad del proceso. Así, el control dimensional deja de ser “una medición puntual” y se convierte en una forma de trabajar orientada a evitar fallos y rechazos. De este modo, certificaciones como “Cómo la certificación en ensayos no destructivos impulsa la calidad industrial” dejan de ser un sello en papel y se convierten en una forma de trabajar diaria.
Cómo encajan los instrumentos de medición en tu cadena de valor
Si eres OEM o responsable de compras, lo que importa es reducir coste de no calidad. Un sistema de medición bien montado te ayuda a:
- Reducir rechazos y reprocesos (menos iteraciones).
- Evitar sorpresas en montaje o en banco de pruebas.
- Mejorar estabilidad del proceso y decisiones basadas en datos.
- Dar soporte a auditorías con evidencia.
Cuando el proyecto lo requiere, herramientas como un estudio R&R o la gestión de la incertidumbre de medición ayudan a formalizar la fiabilidad del sistema (especialmente en cotas críticas).
¿Necesitas apoyo en metrología y control dimensional?
Si estás evaluando un proveedor para mecanizado, soldadura y verificación de componentes de bombas y válvulas, la pregunta clave es:
¿Puede demostrar, con datos, que controla lo que entrega?En Asimer Group integramos [tecnología CNC], metrología aplicada y verificación orientada a OEM para entregar componentes con control dimensional real y documentación alineada con lo que exige tu proyecto
¿Necesitas apoyo en medición y verificación dimensional de componentes?
Cuéntanos qué componentes quieres controlar (cuerpos, tapas, ejes, impulsores, trims), qué tolerancias te exige el OEM y qué documentación necesitas (informes dimensionales, calibraciones, ensayos). Te respondemos con un enfoque técnico, no comercial.
Solicitar evaluación de IMEs y control dimensionalPreguntas frecuentes sobre instrumentos de medición en metrología industrial
1) ¿Qué instrumentos de medición se usan más en metrología industrial?
Depende de la cota y la tolerancia. Para verificaciones rápidas se usan calibre/pie de rey y micrómetros. En cuanto a control de excentricidad, alineación o variaciones pequeñas, el reloj comparador. Para diámetros interiores críticos, alesómetro. Y cuando se requiere control dimensional avanzado o informe completo, entran soluciones 3D como CMM o brazo de medición.
2) ¿Qué diferencia hay entre instrumentos de medición y metrología industrial?
Los instrumentos son el “medio”. La metrología industrial es el sistema: método, condiciones, calibración, trazabilidad y criterios de aceptación. Puedes tener buenos instrumentos y aun así generar errores de medición dimensional si no hay procedimiento y control de condiciones.
3) ¿Qué es la trazabilidad metrológica y por qué la pide un OEM?
La trazabilidad metrológica es poder demostrar que una medición está conectada a patrones reconocidos mediante calibraciones y registros. Un OEM la pide porque reduce discusiones y riesgos: si hay un rechazo, puedes justificar con evidencia qué se midió, con qué instrumento y en qué estado.
4) ¿Cada cuánto hay que calibrar los instrumentos de medición?
No hay una única regla: depende del tipo de instrumento, frecuencia de uso y criticidad de la cota. En entornos industriales, se suele trabajar con un plan de calibración periódico y verificaciones internas. En Asimer Group, los IMEs críticos se gestionan con calibración ENAC cuando aplica y con registros de estado en la Sala de metrología.
5) ¿Por qué la temperatura afecta tanto a la medición dimensional?
Porque pieza e instrumento dilatan. Por eso la referencia habitual es 20°C y se controla el entorno para cotas críticas. Medir “en caliente” puede falsear el resultado y generar rechazos o problemas de ajuste en montaje.
6) ¿Cómo se reduce el riesgo de errores de medición dimensional en componentes mecanizados?
Con cuatro acciones: entorno estable, procedimiento, formación y selección correcta del instrumento. Además, cuando la cota es crítica se recomienda repetir medición y, si el proyecto lo exige, formalizar fiabilidad con un estudio R&R y criterios de incertidumbre de medición.
7) ¿Qué documentación puede acompañar a una entrega para demostrar control dimensional?
Según el proyecto: registros de medición, identificación de instrumentos y estado de calibración, e incluso informes dimensionales cuando aplica. Si además se requieren verificaciones de integridad, puede complementarse con ensayos no destructivos.
8) ¿Cómo se relacionan instrumentos de medición y mecanizado CNC en piezas críticas?
El CNC genera geometría; la medición confirma que cumple plano y tolerancias. En piezas como cuerpos, tapas, ejes o impulsores, esa verificación evita reprocesos, rechazos del OEM y problemas como fugas, cavitación o vibraciones.