
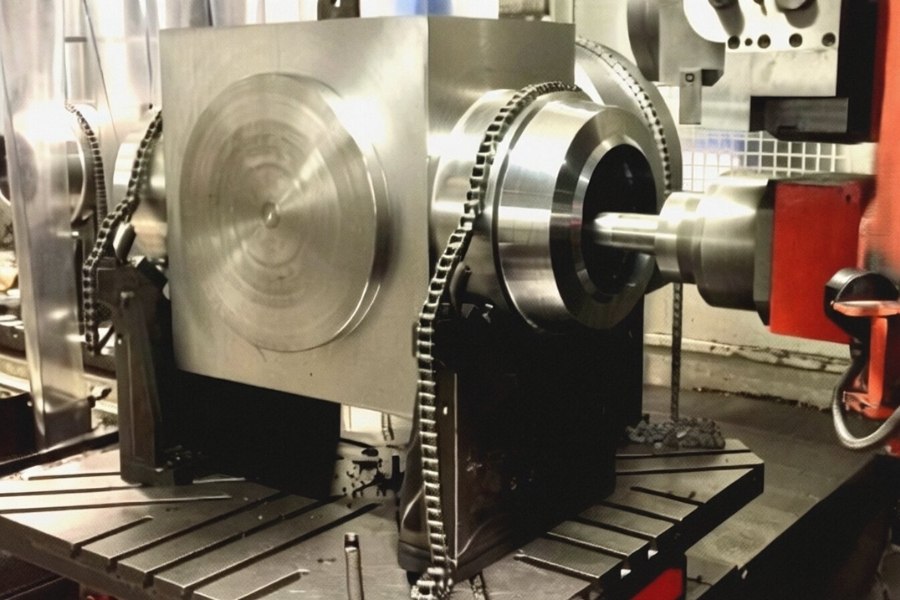
El mecanizado de cuerpos de válvulas industriales es una de las operaciones más críticas dentro del ciclo de fabricación y recuperación de válvulas industriales. El cuerpo no es una simple estructura externa: es el componente que soporta presión, integra superficies de sellado, garantiza alineación interna y condiciona directamente la estanqueidad del conjunto.
Una desviación mínima en concentricidad, paralelismo o rugosidad superficial puede provocar fugas, desgaste prematuro del asiento o rechazo en pruebas hidráulicas. Por eso el mecanizado del cuerpo debe abordarse desde un enfoque integral que combine estrategia de proceso, control dimensional y validación final.
En Asimer Group, como empresa de mecanizado especializada en componentes críticos para bombas y válvulas industriales, este proceso se apoya en infraestructura de tecnología CNC, soldadura especializada y verificación avanzada en sala de metrología.
Mecanizado de cuerpos de válvulas industriales: elemento estructural y funcional
Dentro de los distintos tipos de válvulas industriales, el cuerpo cumple funciones determinantes:
- Contener presión interna.
- Canalizar el flujo.
- Integrar el asiento.
- Mantener alineación eje-obturador.
- Permitir montaje sin tensiones residuales.
El mecanizado de cuerpos de válvula industriales debe adaptarse a la geometría específica del diseño y al material base (fundición, forja o bloque mecanizado).
Las zonas críticas incluyen:
- Caras de brida.
- Diámetro interior (bore).
- Geometría del asiento.
- Alojamiento del vástago.
- Registros de centrado.
- Transiciones sometidas a presión.
Premecanizado y estabilización geométrica
En cuerpos de fundición o forja, especialmente en grandes diámetros, el premecanizado cumple una función esencial: liberar tensiones internas y generar referencias geométricas estables.
En proyectos de mecanizado de válvulas de grandes dimensiones, se trabaja por fases:
- Generación de planos de referencia.
- Desbaste controlado.
- Reposicionamiento.
- Acabado final.
- Verificación intermedia.
Este enfoque reduce deformaciones posteriores y mejora la repetibilidad en series industriales.
Mecanizado interior de cuerpos de válvula industriales y asiento
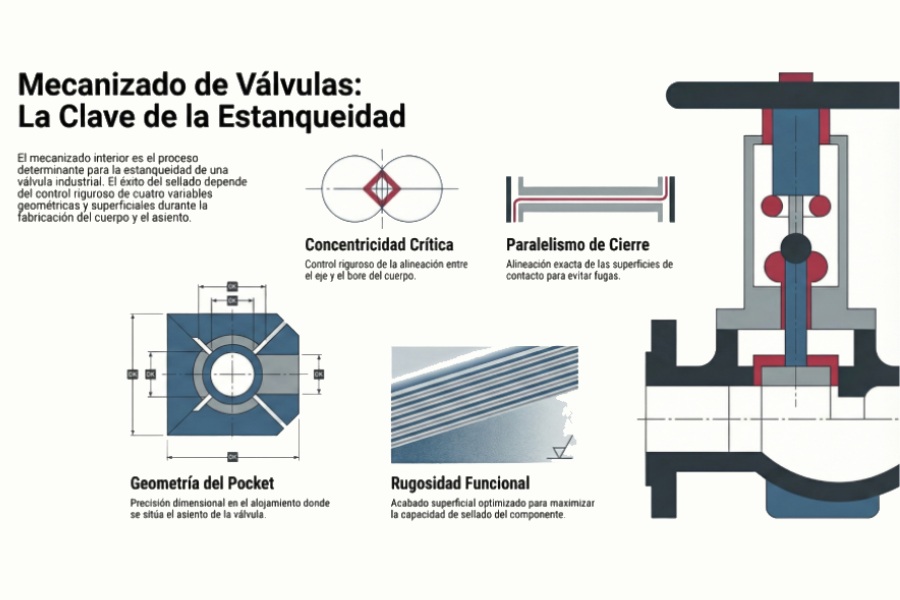
El mecanizado interior de cuerpos de válvula es donde realmente se decide la estanqueidad.
Aquí se controlan:
- Concentricidad entre eje y bore.
- Paralelismo de superficies de cierre.
- Geometría del pocket de asiento.
- Rugosidad funcional.
Proceso de mecanizado del asiento en el cuerpo de la válvula
El proceso de mecanizado de asiento de válvula incluye:
- Premecanizado para estabilización.
- Generación de referencias.
- Acabado de asiento con control de concentricidad.
- Control de rugosidad.
- Verificación dimensional final.
En zonas críticas se complementa con [Ensayos no destructivos] y control mediante [Líquidos penetrantes] para descartar discontinuidades superficiales antes de la validación final.
Mecanizado de cuerpos de válvula de mariposa
En configuraciones de válvula de mariposa, el control de coaxialidad entre eje y alojamiento interior es determinante para evitar desgaste irregular del disco y pérdidas de estanqueidad.
El mecanizado de cuerpos de válvula de mariposa exige:
- Control de concentricidad.
- Planitud de caras de sellado.
- Tolerancias estrictas en diámetros de centrado.
- Verificación geométrica posterior.

Mecanizado de cuerpos de válvula de retención
En aplicaciones como la válvula de retención de flujo axial, cualquier desviación geométrica puede afectar la capacidad de cierre estanco.
El mecanizado del cuerpo debe garantizar:
- Correcto guiado del obturador.
- Geometría precisa del asiento.
- Estabilidad bajo presión.

Mecanizado de cuerpos de válvula de compuerta
En cuerpos de compuerta, el paralelismo y la alineación entre superficies internas determinan el comportamiento en servicio.
Una mala alineación genera:
- Desgaste prematuro.
- Pérdida de estanqueidad.
- Incremento del par operativo.
Reparación de cuerpos de válvulas industriales
La reparación de cuerpos de válvulas es habitual en sectores como Oil & Gas, petroquímica y naval.
Los daños más frecuentes incluyen:
- Erosión de asiento.
- Corrosión localizada.
- Daños por cavitación.
- Microfisuras.
La recuperación puede implicar:
- Eliminación de material afectado.
- Aporte mediante servicios de soldadura TIG industrial o soldadura por arco transferido por plasma PTA.
- Remecanizado de precisión.
- Verificación dimensional completa con brazo de medición.
¿Cuánto cuesta reparar el cuerpo de válvula industrial?
El coste depende de:
- Material (acero inoxidable, aleaciones especiales).
- Diámetro nominal.
- Nivel de documentación exigido.
- Necesidad de END y control dimensional certificado.
En muchos casos, la reparación controlada resulta más eficiente que sustituir el cuerpo completo.
Cuerpo de bomba y cuerpo de bomba centrífuga
El cuerpo de bomba centrífuga comparte exigencias similares en términos de concentricidad, planeidad y alineación.
Puedes ampliar contexto en partes de una bomba centrífuga y en aplicaciones industriales de las bombas centrífugas.
Control dimensional y validación final
El mecanizado no finaliza en máquina.
La validación incluye:
- Control de concentricidad.
- Paralelismo de caras.
- Coaxialidad.
- Verificación de rugosidad.
- Medición tridimensional.
En entornos críticos, especialmente bajo estándares del mecanizado de alta precisión para el sector del oil & gas, la trazabilidad y la verificación metrológica son imprescindibles.
¿Necesitas mecanizar o reparar cuerpos de válvulas con tolerancias críticas?
Indícanos tipo de válvula, material, diámetro nominal, presión de trabajo y requisitos de inspección. Analizamos tu proyecto y definimos una estrategia técnica orientada a fiabilidad, reducción de fugas y cumplimiento dimensional.
Solicitar evaluación técnicaPreguntas frecuentes sobre el mecanizado de cuerpos de válvula industriales
¿Qué tolerancias son habituales en el mecanizado de cuerpos de válvula industriales?
Depende del diseño y del tipo de válvula, pero las zonas críticas suelen exigir control de concentricidad, paralelismo y rugosidad en asiento y caras funcionales. Lo clave no es “una cifra”, sino que el proceso y la verificación estén definidos.
¿Qué es más crítico: el asiento o las caras de brida?
Ambos: el asiento manda la estanqueidad interna; las caras de brida condicionan montaje, alineación y fugas externas. En proyectos exigentes, se controlan como un conjunto.
¿Cómo se verifica un cuerpo de válvula antes de enviarlo al OEM?
Con estrategia de control dimensional: medición de cotas clave, control de coaxialidades y, cuando aplica, medición tridimensional/CMM y emisión de informe dimensional.
¿Cuándo compensa reparar un cuerpo de válvula en vez de sustituirlo?
Cuando el cuerpo es caro, crítico o tiene plazo largo, y el daño es recuperable con aporte + remecanizado garantizando verificación y documentación.